谘詢電話
ENGLISH0755-88840386可編程序控製器在煙草包裝機上的應用
發布時間:2020-07-20 15:41:57 |來源:網絡轉載
AMF-3000型機係國外引進的二手設備. 設備原已陳舊。機械上磨損極大電氣上。―日 8031通過8155完成輸出擴展,8155片選CE 接P2.7.IO/M接七心這樣8155PA 口和PB 口 的地址分別為7F00H和7F01H, PA 口和PB 口均定義為基本輸入輸出方式。當輸出為高電 平“「時.經74G6驅動相應的繼電器。考慮 係統擴展的可能,程序存儲器容量選為8K。
係統輸入接至8031的P5.;
中斷子程序完成對15個動作的順序控製. 排線零亂、備件不統一;機況:台與台之間的 差異較大,極不易於維護和管理。為達到生產 工藝的要求、方便管理,提高效益、改善產品 質量,該廠對此機型包裝機的電氣控製部分作 了改造。為達到統一備件,改善機況,例於維 修和管理,提高產品質量,以及提高設備效益 的目標.盡量不增加外圍元件,利用PLC機上 如鎖存器、移位寄存器和內部線圈等資源,巧 妙地編程,用軟件來消除硬件不統一,榆測不 夠準確等弊病,解決它不能滿足和達到卷煙工 中斷服務結束後返回主程序.等待下一次中斷。 圖2是係統主程序和中斷子程序框圖.圖中n 延時表示n動作執行時間,間隔延時表示該動 作結束至下一個動作開始的時間間隔,對有重 疊的動作應送相應的二進製數至相應的口地 址。中斷子程序中的延時均由軟件定時完成。
軟件定時使係統的通用性提高,對產品規 格調整而引起的動作時間和順序的改變,隻需 修改程序中相應的定時常數和動作順序。
係統上電後.發光二極管A亮,按K,鍵係 統進入工作狀態,發光二極管B亮A熄滅.若 未按K,鍵,8031處於査詢P"的狀態。暫停可 按K,鍵,發光二極管C亮,A和B熄滅。結束 暫停按K:鍵I係統回到初始狀態。
若在係統上加上掉電保護和數顯,係統可 自動計數、存儲和顯示已包裝產品的個數"
藝要求的問題,從根本上提高了設備的利用率, 以保證產品質量、改善其不利於維修和管理的 狀況.
 |
|||
 |
|||
在改造和調試過程中,我們發現部分機子 的下盒皮軌道在下盒皮時,盡管相應的盒皮檢 測開關釆用的是檢測距離較大、檢測靈敏度較 好的光電開關,但因其機械磨損大.齧合不良. 造成盒皮在運輸過程中抖動不穩,致使光電檢 測的反射光閃動而形成誤剔煙的情況。為改善 機況、提高檢測的準確度、不增加更多的無件, 這就利用了 PLC機上的資源:餓存器、計數器、 移位寄存器和內部線圈。為克服以上現象.存 在著本次信號的移位脈衝以及上次鎖存信號的 清零複位脈衝取自於誰的冋題。通常的辦法是 采用增設一套檢測裝置來克服.但是正如我們 的設計思想是為提高產品質量、滿足產品的工 藝要求、同時達到備件統一、便於維修和管理 一樣,我們考慮的是利用軟件來代替它.產生 所需的脈衝信號.
因為AMF - 300。型包裝機的速度在60 包/分至150包/分之間•故應以其最大速度來 計算每包一•包煙所需要的時間。即;
TP = lmin/150 包=6Omin/15O 包
=0. 4 秒/包=400ms/包
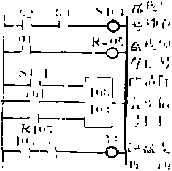
該機中•所需的移位脈衝的脈寬至少應是 TP的十分之一,也就是40ms。在正常情況下, 査出執行其本身正常的工藝《卷煙工藝〉程序 時,其掃描時間為11. 5s,經過計算和実驗,我 們選定係統中的包裝轉塔和空頭缺支的同歩脈 衝信號為基準來設計程序.故而設計出以下梯 形圖和程序來產生所需要的脈衝。
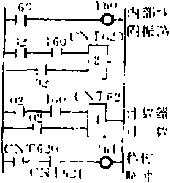
圖1移位脈衝梯形圖 圖2剔煙控製梯形圖 圖中,16。、161和162為內部線圈,01和 02分別為空頭缺支和包裝轉塔同步信號, CNT62O, CNT621 為計數器.SR400、SR401、 SR4O2和SR403為移位寄存器,S404為置鎖 存器、R405為清鎖存器,內部線圈161即為所 求移位脈衝信號,30為剔煙輸出信號,。。為盒 皮檢測信號。
根據以上梯形圖的邏輯,編製出以下程序, 移位脈衝程序清單STR NOT 160 4 內部線圈振蕩程序輸入後,AMF-3000型機杜絕了因軌 道磨損,盒皮檢瀾信號不穩,不能準確剔煙的 現象,達到了既定的效果。經過實踐證明,利 用PLC對AMF - 3000型二手包裝機進行控 製達到了 AMF - 3000機的工藝和質量要求、 節省了硬件配置提高了經濟效益。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器