谘詢電話
ENGLISH0755-88840386塑料顆粒自動包裝機氣動係統設計
發布時間:2023-04-14 09:41:32 |來源:
考慮到PVC顆粒的包裝工藝種類繁多、難度複雜,需要多個執行機構進行協作完成各種動作。本文采用三菱PLC作為控製係統的核心,並以氣缸和電機作為主要驅動力,成功實現了PVC顆粒的自動包裝,詳見圖。
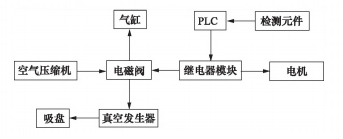
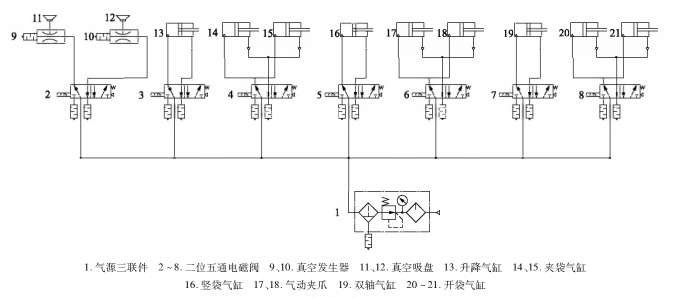
這裏所指的氣動係統是由氣源裝置、執行元件、控製元件和輔助元件四個組成部分構成的。這些部件的合作,實現了包裝機機構之間的協同作用,包裝機整體氣動係統原理圖如圖所示。
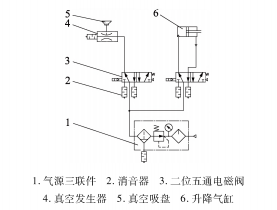
如圖所示,氣動係統由氣源裝置、兩位五通閥、升降缸、真空發生器、真空吸盤組件和消音器組成。控製吸盤的電磁閥常開閥與真空發生器的進氣口連接,控製升降缸的電磁閥常開閥與升降缸下的進氣口連接。真空式發生器轉換負壓的初始狀態,升降缸處於縮回狀態。吸袋時,PLC控製提升氣缸電磁閥線圈電源,提升氣缸進氣口,伸出活塞杆,驅動吸盤部件下降,吸入真空吸盤預製袋,控製提升氣缸電磁閥線圈電源,提升氣缸進氣口,縮回氣缸,提升吸盤部件,提升預製袋,完成吸袋動作。
針對PVC顆粒製造商的需求,本文設計的PVC顆粒雙層自動稱重包裝機分析了包裝工藝,完成了進料、稱重、袋、袋等機構的結構設計,明確了機器控製係統的框架,選用PVC作為控製核心,設計了可靠的氣動係統電路。根據邏輯控製順序,使顆粒自動包裝機的機械裝置實現進料、稱重、袋、袋的功能,實現25~50kg聚氯乙烯顆粒的自動稱重,雙層包裝工藝的自動化,有效地降低了工人的勞動強度,提高了包裝效率,滿足了設計要求。
- 上一篇:塑料顆粒包裝秤維修方法與注意事項
- 下一篇:塑料顆粒包裝秤結構原理的介紹
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器