谘詢電話
ENGLISH0755-88840386條盒包裝機乳膠攪動和補水裝置的設計應用
發布時間:2020-06-01 14:03:15 |來源:網絡轉載
條盒包裝機是包裝機組的關鍵設備之一,主要完成卷煙小盒後的條盒包裝。條盒紙在 向下輸送過程中由上膠裝置對條盒紙進行上膠,到達包 裝位置後,再由折疊成型裝置完成條盒的包裝⑴。乳膠 儲存在膠桶中,通過注膠閥向膠缸中注膠,由於膠缸處 於開放式環境,工作一段時間後,表層乳膠因水分蒸發 出現結皮現象,且清除的結皮或膠垢會造成環境汙 染*1。蘇慧彬⑵對CT膠缸、陳元利等⑴對上膠裝置進行了改進,取消原機械式上膠裝置,改為電磁閥驅動供 膠係統對條盒紙進行上膠。該方法投資成本相對較高, 當電磁閥失效或塗膠筆內乳膠顆粒結垢時會使條盒紙 上膠點缺失,造成質量缺陷並增加維修成本。為此,通 過電機驅動和釆用PLC技術設計了膠缸乳膠攪動和補 水裝置,以實現乳膠的自動定時稀釋,解決乳膠結皮等 問題。
1存在問題
條盒包裝機膠缸中的上膠輻和輸送通道上的塗 膠器主要由傳動係統驅動作同步轉動。兩個 上膠輻2安裝在同一根軸上,放置在膠缸1中,乳膠淹沒 上膠輻1/3位置,通過刮膠板3控製膠量,旋轉的塗膠器 從上膠輻上沾取適量乳膠後塗布到條盒紙指定部位。因此,機器運行時上膠輻轉動,停機後上膠輻停止,設備 停機時間長短與車間溫濕度變化都會使乳膠水分流失、 濃度增加,造成膠缸內乳膠結皮。

1.膠缸2.上膠輻3.刮膠板4.乳膠結皮
圖1 條盒包裝機上膠裝置結構
2改進方法
2.1 乳膠攪動裝置
2.1.1結構組成
乳膠攪動裝置主要由電機、電機軸、水平軸、圓錐齒 輪、垂直軸、箱體、支架、攪動器等部件組成3",見圖2。 其中,①支架:用3塊鋁合金板相互呈90。連接作為安裝 支架,用於安裝電機和箱體,並與條盒包裝機的機架 固定連接。②箱體:用鋁合金製造,固定在支架上,用於 傳動零件的安裝定位和支撐。③傳動軸:包括水平軸、 垂直軸和攪動軸。水平軸左端與電機軸連接,右端安裝 小圓錐齒輪,用於將電機的動力傳遞給小圓錐齒輪;垂 直軸上端安裝大圓錐齒輪,下端與攪動器軸聯接,通過 圓錐齒輪帶動攪動軸轉動;為保證攪動軸與垂直軸之間 的安裝配合,將其加工成鍵槽形狀,使垂直軸通過凹凸 狀配合將動力傳遞給攪動器。④攪動器:通過實驗確定 攪動器的葉片數量為6片,加工容易,工作時阻力小,攪 動後乳膠均勻性較好。將6片上部開有鋸齒狀的不鏽
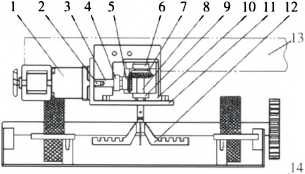
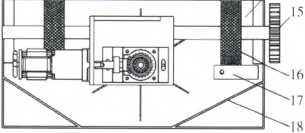
1.電機2.電機軸3.水平軸4.6.9,軸承5.小圓錐齒輪
7.大圓錐齒輪8.垂直軸10.箱體11.支架12.攪動器13. 機架14.膠缸15.齒輪16.膠輻17.刮膠板18.隔板
圖2乳膠攪動裝置結構
鋼葉片均勻焊接在不鏽鋼套上,安裝在攪動軸上,並可 通過螺釘進行軸向調節。⑤傳動齒輪:通過對小圓錐齒 輪的接觸疲勞強度和彎曲疲勞強度校核,設計的齒輪能 夠滿足使用要求。⑥膠缸:去除刮膠板中段,避免與攪 動器發生幹涉。為保證膠缸中乳膠的流動性,將兩塊不 鏽鋼板在膠缸後側呈對稱三角形狀焊接,從而使兩側上 膠輻轉動刮下的乳膠向後擠壓時,受到傾斜隔板的反射 作用向膠缸中間流動。
乳膠攪動裝置在工作過程中,由獨立電機1提供動 力,電機軸2套裝在水平軸3的內孔中,通過螺釘緊固。 工作時,動力通過一對圓錐齒輪5,7帶動垂直軸8轉 動,垂直軸的下端與攪動器12的軸通過鍵槽配合帶動 攪動器攪動乳膠。此外,還設置了獨立控製開關用於控 製攪動裝置的啟停,當設備在長時間停機時攪動器仍能 攪動乳膠,並保證膠缸清洗保養時能夠與原機一樣方便 取出。
由於葉片寬度以及葉片浸入乳膠的深度不同,平衡 扭矩T會隨之變化。設計時將葉片的上端麵與膠位麵 近似取平,即可不考慮葉片厚度及攪動一定厚度乳膠需 要的扭矩。
2.1.3攪動器轉速的確定
攪動器攪動乳膠時,轉速過低達不到攪動效果,轉 速過高則會造成乳膠翻滾或溢出,且乳膠水分易流失。 為此,采用以下方法確定攪動器的轉速:①選用攪動器 葉片直徑為220 mm。②設計變頻伺服係統,將伺服電 機與攪動器連接,並固定在膠缸上。③通過反複調整頻 率,確定理想轉速7i=10 ~ 13 r/tnin。④當n=13 r/min時, 設定減速器效率9=98%,査詢機械設計手冊,計算得出電機最小選用功率P=3.8 Wo通過査詢手 冊可確定選用電機參數為:頻率50 Hz,工作電壓220 V, 轉矩5 Nm,轉速19.9 r/min,功率10 \¥。
2.2自動補水裝置
乳膠經攪動器攪動後,能夠避免乳膠表層產生結 皮,但也會使乳膠水分散失、濃度增加。雖然在運行時 可以由人工補充適量的清水以稀釋乳膠的濃度,但無法 對添加量進行有效控製。為此,在攪動器傳動箱體位置 加裝了一套自動計時補水裝置,見圖3。該裝置與CT條 盒包裝機的運行控製相關聯,當條盒包裝機啟動時, 裝置中的計時器開始計時;當條盒包裝機運行時間 達到程序設定時間後,PLC控製二位二通電磁閥給乳膠 添加一定量的清水,以控製乳膠的稀釋度。
3應用效果
條盒包裝機乳膠攪動和補水裝置投入使用後, 工作穩定,安全可靠,有效減少了膠缸內乳膠結皮現象, 降低了操作人員的維護保養時間。每周因結皮損耗的 乳膠由原來的平均4.22 kg/台降低到1.08 kg/台,降低了乳膠消耗。通過PLC控製係統實現了膠缸自動補水,保 證了乳膠稀釋度和流動性的穩定,且控製係統與安全連 鎖裝置關聯,實現了自動控製。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:包裝機透明紙輸送切割裝置的改進
- 下一篇:立式包裝機稱重控製係統的研究與改進
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器