谘詢電話
ENGLISH0755-88840386包裝機小包透明紙自動熱搭接裝置
發布時間:2020-06-22 09:27:38 |來源:網絡轉載
1包裝機小包透明紙手動搭接存在的問題
目前國內煙廠主流包裝設備是我國九十年代由意大利引進,經過消化吸收後國產化的卷煙包裝設備。其小包透明紙釆用的是手動搭接方式,搭接時需人工手動壓下搭接烙鐵。每四十分鍾更換一次小包透明紙紙卷,每次更換均需停機一分鍾左右,大大降低了設備的運行效率;並且搭接時還得需要操作工人時刻關注小包透明紙卷的剩餘量,因此很大程度上增加了操作員工的勞動強度。
2 包裝機小包透明紙自動熱搭接裝置結構
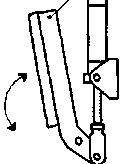
該裝置機械構件主要由1、加熱烙鐵,2、接紙氣缸,3、下切紙氣缸,4、上切紙氣缸,5、上切紙固件,6、下切紙固件,7、旋轉切刀支架, 8、切刀片,9、負壓接口,10、切紙旋轉主軸等組成。該裝置體積小巧、 重量輕、動作靈活。全部零件集中在一塊安裝板上,裝在包裝機原來的烙鐵處,不變動原機的任何零件,整體裝卸便於更換。
待用紙張采用負壓吸附,在上、下兩層透明紙中間裝一塊吸附板,板上裝有負壓接口9,通過手動負壓開關切換來實現上下紙張的定位等待;切紙方式釆用旋轉雙切刀支架7獨立工作,由下切刀氣缸3驅動下切紙固件6實現下切紙功能;由上切刀氣缸4驅動上切紙固件5實現上切紙功能;加熱烙鐵1由可控接紙氣缸2驅動實現熱接紙功能。
3電控係統組成
3.1硬件設計
係統采用鬆下PLC獨立邏輯控製器來實現整體的動作執行。選用專用電磁閥驅動氣缸,其中用三組獨立氣缸驅動相應機械組件分別完成接紙、上下切紙功能o OMRON溫控表配合固態繼電器控製加熱電烙鐵,左右盤紙耗盡檢測則借用原車傳感器,自診斷模塊屏蔽原機信號,來實現停機功能。搭接煙包剔除釆用原機剔除功能,同時還在操作台上增加手動搭接開關,提高操作的靈活性。選用三組繼電器轉換輸出信號,PLC的I/O地址分布及現場接線。
3.2軟件設計
係統分為手動搭接和自動搭接兩部分,手動部分通過外部手動開關進行選擇操作,自動部分上、下切紙區分是通過原機3S241、 3S242來判斷的。當PLC輸入點X2手動觸發或X0自動觸發後, Y4、Y5輸出,斷開3S235傳感器,采用ZZD進行信號屏蔽,使CH輔 機待料停機。
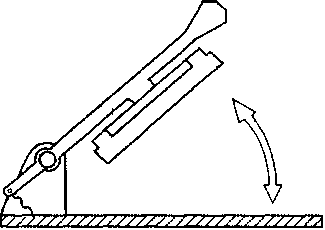
圖1原機手動搭接裝置圖
1、加熱烙鐵,2、接紙氣缸,3、下切紙氣缸,4、上切紙 氣缸,5、上切紙固件,6、下切紙固件,7、旋轉雙切刀 支架,8、切刀片,9、負壓接口,10、切紙旋轉主軸。
圖2 包裝機小包透明紙自動熱搭接裝置示意圖
遲3S後(由T4控製)Y0輸出,驅動接紙氣缸進行接紙。Y0輸出1S後(由T0控製)Y1輸出,驅動上切紙氣缸進行切紙, Y4、YO、Y1輸出持續時間分別由T14、T1O、T11來控製。當PLC輸入 點X3手動觸發或XI自動觸發後,邏輯動作同上,隻是輸出Y2驅 動下切紙氣缸進行切紙,Y2輸出持續時間有T12控製。整體動作完 成時間為7S左右,這個時間能夠很好的保證主機正常運行,而不會 因為搭接造成通道堵煙停機。並且動作完成後CH輔機自動起車運 行,並且剔除搭接部分煙包。其中自動搭接時,當PLC輸入點X0或 XI持續輸入20S後(由T3控製),輸出點Y0還沒有輸岀,則輸出點 Y3輸出,把紙耗盡信號傳輸給原機報警停機。搭接電控流程圖如圖
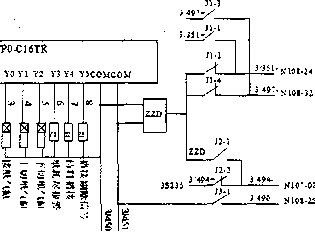
圖3 PLC的I/O地址分布及現場接線圖
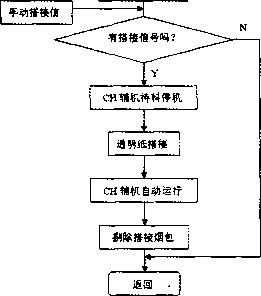
圖4電控流程圖
4結語
本妻冒完全實現了自動檢 測、自動拚接、自動剔除,拚接成功率99%以上,提高了有效 作業率十多個百分點,同時也減少了操作工人的勞動強度。 手動搭接功能的增加,更加豐富了操作的靈活性,因此深 使用者好評!
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:包裝機煙庫攪動根電機的改造
- 下一篇:包裝機條包拉線檢測裝置設計與應用
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器