谘詢電話
ENGLISH0755-88840386自動包裝機小盒透明紙製動裝置的改進
發布時間:2020-06-30 09:17:11 |來源:網絡轉載
引言
包裝機是我國煙草行業卷煙包裝的主要設備之一,小盒透明紙展開製動裝置作為包裝機的重要部件,主要功 能是將透明紙鬆卷平穩展開。在設備運轉過程中,為使透明紙鬆 卷擺臂基本保持平穩,通過調節拉簧的拉力以及調整偏心小軸, 確保製動擺杆與軸承靠輪之間的距離為3 mm,保證透明紙在 平衡拉力的作用下展開輸送。透明紙在展開輸送過程中,需要製 動片製動透明紙展開,避免透明紙鬆卷過度,但長時間的運行, 使製動片工作表麵磨損不均,造成製動阻力不穩定,製動效果大 大降低,引起透明紙跑偏、斷裂、鬆卷過度,存在小盒露底等質量 隱患。
1透明紙輸送展開工作原理
小盒透明紙在一定壓力作用下由一對輸送展開輾向下 輸送,並通過過渡輪、擺動架拉動透明紙卷盤架上的透明紙卷旋 轉展開,透明紙卷轉盤架通過製動片擠壓和釋放紙卷盤架製動 鼓來完成紙卷的轉動展開和停止,並保證透明紙順利展開輸送。 小盒透明紙卷展開製動裝置結構如圖1所示。
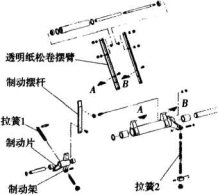
圖1改進前煙包透明紙卷展開製動裝置裝配圖
設備運轉過程中,分別調節拉簧1和拉簧2的拉力,使透明 紙鬆卷擺臂基本保持平穩,保證透明紙在拉力平穩的狀態下展開 輸送。通過調整製動架拉簧1的拉力來調節製動片與紙卷盤架製 動鼓的壓力,達到摩擦阻力與展開速度相對平穩的目的。此外,通 過調節透明紙鬆卷擺臂上拉簧2的拉力,使之達到理想的透明紙 鬆卷擺臂擺動阻尼力,實現透明紙鬆卷擺臂動態平衡擺動。
2製動裝置存在的問題及原因分析
2.1透明紙展開釋放過度
設備運行過程中,透明紙展開釋放的控製,很大程度上是通 過製動片與紙卷盤架製動鼓之間的相互作用來實現。但生產實 際運行時,製動裝置製動效果並不理想,常出現透明紙展開不平 穩,製動片的製動阻力難以確保紙卷盤架製動鼓與透明紙展開 輸送速度相符,造成透明紙展開釋放過度,發生透明紙斷裂、跑 偏,鬆卷過度產生堵紙、小盒漏底等現象。主要原因是製動片經 過長時間的工作,在與紙卷盤架製動鼓的相互作用下,產生一定 的摩擦力,摩擦力與製動片的摩擦因數有關,還與製動片的擠壓 程度(壓力大小)相關。
2.2製動片材料的磨損
磨損是指物體表麵產生相對運動時,在摩擦的相互作用下, 摩擦麵物質的不斷損失或殘餘變形的現象,是零部件失效的一 種基本形式。影響磨損的因素主要包括材料性能、硬度、表麵粗 糙度、摩擦力、潤滑等。製動片材料為硬質石棉,屬於摩擦材料, 具有良好的耐磨損性,在紙盤架製動鼓的作用下,將轉動的動能 轉化為熱能及其他形式的能量,從而使傳動裝置製動,摩擦力較 大,但也是易磨損件。
3改進方案
在不改變原有製動方式的基礎上解決製動片局部磨損的問 題,需要考慮的因素有3個:(1)使製動片的圓弧與製動鼓的圓弧 形成完全貼合;(2)製動片能受擺杆擺動的作用力來實現摩擦力 的變化;(3)實現自動使製動片與製動鼓 圓弧麵最大麵積的接觸。
改進思路:增加構件數,即製動片 和製動架分成2個構件(圖2),使製動 片既受擺杆擺動作用力實現摩擦力的 Q變化,又能使製動片弧麵與製動鼓周麵、海藥 實現最大麵積的接觸,製動片與製動鼓 / /八屍 之間就由原來的高副變成了低副,同時I (T■龍! 增加該構件繞支點的轉動為一個低副。 將製動片與製動架分離,兩者采用銷軸 '連接,使製動片能夠繞銷軸回轉,實現圖2改進後製動架機 製動片弧麵與製動鼓周麵最大麵積的 構示意接觸,提高製動效果。
4方案的實施
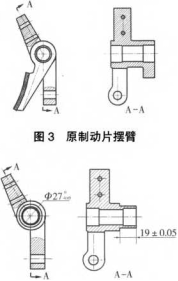
4.1製動擺臂的改進
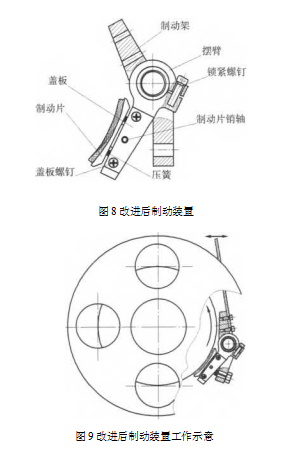
原製動片與拉簧擺杆一體,在生產過程中,製動片會不斷的 磨損,開始磨損階段對製動阻力影響較小,當製動片磨損過度 後,製動擺臂與紙卷盤架製動鼓的位置不能調整,更換製動裝置 耗時費力。將使用過的廢舊製動架(圖3)的製動臂去掉,外端部軸作適當的 擺動,製動片 與擺臂之間 安裝2條壓 簧。製動裝置 在工作狀態 下,製動片與 製動鼓的相 對位置不斷 發生變化(圖 9),製動片在 壓簧的作用 下始終保持 製動麵與製 動鼓之間均 勻接觸,使製 動力保持均 勻,製動片均 勻磨損,降低 了製動架的 擺動幅度。
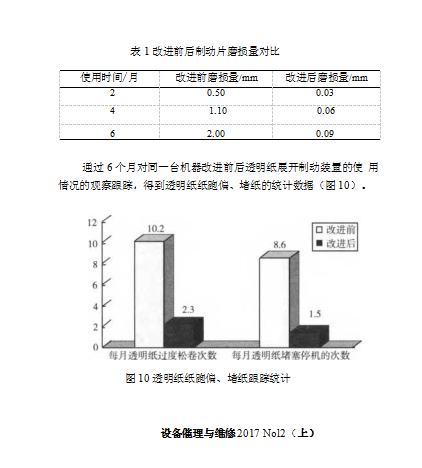
5改進效果 將改進 後的製動架 與改進前的 新製動架同。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇: 自動包裝機動力輸入機構傳動軸承失效
- 下一篇:自動化包裝機煙庫下煙器驅動電機的改進
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器