谘詢電話
ENGLISH0755-88840386印鐵包裝罐頭在自動化流水線分布狀況檢測
發布時間:2020-07-02 09:28:01 |來源:網絡轉載
印鐵包裝罐頭生產行業在製罐及灌裝過程中,是通過全自動輸送線將各環節的生產設備聯接形成一條完整的自動化生產線。其上中會有傳感器檢測輸送線 上罐子的流動分布狀況,以控製協調各台設備的運行。 文中從應用角度出發,提出了對單道輸送線上罐子流 動分布狀況的檢測方案,實用效果良好。
1輸送線上罐子流動分布狀態分析
完整的罐頭自動化生產流水線通常可包括單道輸 送和多道並排輸送。對於多道並排輸送線一般用擠壓 感應機構即可檢測罐子流動的各種狀態,但在單道輸 送時,罐頭生產流水線會出現以下4種罐子流動分布 狀態:(1)輸送線上無罐子,如圖1所示;(2)輸送線上 有罐子在流動,但罐子之間有間隙,即有空檔現象,如 圖2所示;(3)輸送線上有罐子在流動,且罐子之間沒 有間隙,如圖3所示;(4)輸送線上有罐子,但罐子不 運動,這種情況常見於因故障導致機器設備停機或輸 送線上出現異常情況導致堵塞,如圖4所示。
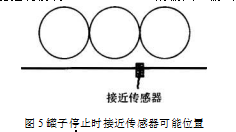
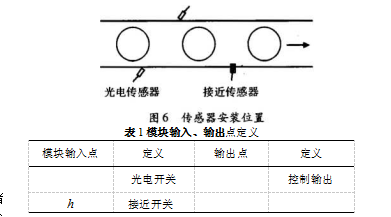
對於圖1、圖2和圖4的3種狀態,一般用對射或 鏡麵反射光電傳感器便可檢測區分。但對於圖3和 圖4兩種狀況,單用一個光電傳感器無法區分。而對 於圖1和圖4兩種狀態,單用一個金屬接近傳感器同 樣無法區分,因為圖4狀態恰好是傳感器位於兩個罐 子之間的凹檔處,如圖5所示,超過了金屬接近傳感器 的檢測距離,所以傳感器無法感應到,這種狀態與沒有 罐子的圖1狀態相似。LOGO! 6ED1 052 -1MD00 -0BA6可編程智能控製模 塊;光電傳感器為對射型SICK VS/VE18 4P3140;金屬 接近傳感器為 BALLUFF BES M30MI1 - PSC22B - S04G,均為高電平輸出。傳感器安裝位置如圖6所 示,智能控製模塊SIMATIC LOGO!的輸入、輸出點的 分配如表1所示。
2解決方法及檢測方案硬件設計
2.1設計思路
在生產運行中通常會判定圖4為輸送線不正常的 堵塞狀態,而其他3種為暢通狀態,所以有必要對第4 種狀態進行檢測。而單用一個光電傳感器檢測會將 圖3狀態誤判為圖4狀態,另外單用一個金屬接近傳 感器檢測則會將圖4狀態誤判為圖1狀態。為了解決 上述問題,文中采用了對射光電傳感器和金屬接近傳 感器相結合的使用方法,可準確檢測區分出以上第4 種狀態。
2.2硬件設計
方案采用的均為開關量信號;控製器為西門子
3控製程序及其工作原理
3.1控製程序
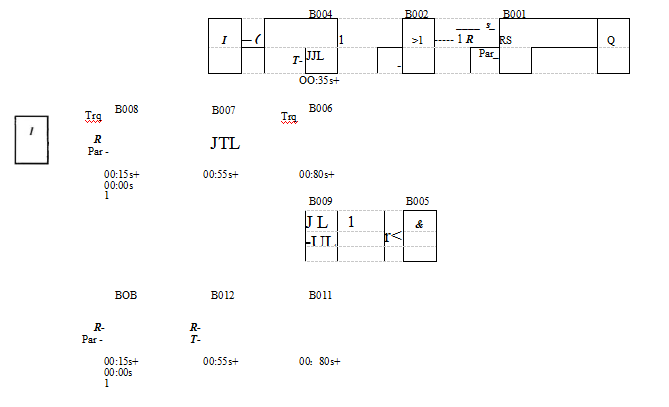
該檢測方案控製程序如圖7所示。設定模塊輸出 點Q為狀態1時輸送線暢通,狀態為0時輸送線發生 堵塞。輸送線暢通狀態隻需輸入條件h或者L單獨 判定,而輸送線堵塞狀態則需輸入條件A和4共同判定。
3.2工作原理
當輸送線是圖1狀態時,控製模塊輸入點/. J2均 無信號輸入,B004接通延時輸出為l,B009接通延時 輸岀為0。B002或門輸出為l,B005輸岀為0,導致 BOO1被置位,Q為1;當輸送線是圖2狀態時,光電傳 感器L和接近傳感器/2均檢測出罐子的移動信號 (經測算:輸送線上罐子流動速度為500 - 600罐/min 時,每個罐子經傳感器的時間<0.35 s)。B004接通 延時輸出為l,B009接通延時輸出為0,導致B001的 R端為0,S端為l,B001置位,Q為1;當輸送線是圖3 狀態時,光電傳感器L信號持續為l,B004輸出0, B009輸出10接近傳感器12檢測到罐子的移動信號, B008對每個駛過的罐子產生0. 15 s上升沿脈衝。 B007斷電延時0. 55 s(罐子流速500 -600罐/min, 8~10罐外),所以B007持續保持狀態1。B007保持 0. 80 s以上時,B006輸出1,導致B002輸出1,同理 B011也輸出1,導致B005與門輸出為0。B001的S 端為1,R端為0, B001保持置位狀態,Qi為1 ;當輸送 線是圖4狀態時,光電傳感器,信號和圖3相同,接近 傳感器匕有兩種情況:持續為0或1。持續為0時, B006輸岀0,B011輸岀0,同時B009輸出1導致B005 輸出l,B004為0和B006為0導致B002為0,B001被 複位。持續為1時,B008產生上升沿脈衝,但在B007 斷電延時的0.55 s內,第二個脈衝沒有到來,這就導 致B007輸岀0,B006為0,同理B011也為0,B005為 l,B002為0,B001保持複位狀態為0。
4結束語
通過對以上4種罐子分布狀態的控製程序分析, 可得岀結論,文中所提岀的方案可準確檢測區分岀 圖4的狀態。並可通過信號關聯及時對自動化生產線 上的各個設備進行相關控製。與此同時對於罐頭行業 自動化生產線上罐子分布狀況檢測問題在建立、分析、 研製過程中,釆用光電傳感器和接近傳感器相結合的 方法,使問題得以簡化。運行結果表明,所用方法合 理,經調試後達到了預期的檢測效果。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:粉粒及塊狀物料包裝流水線自動封口機設計
- 下一篇:紙幣清分自動流水線線體設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器