谘詢電話
ENGLISH0755-88840386軟盒包裝機鋁箔紙煙包“2”進“3”運動的改進
發布時間:2020-07-08 15:00:53 |來源:網絡轉載
1存在問題及原因分析
軟盒包裝機在生產過程中,將鋁箔紙煙包與商標紙從2號輪推進3號輪的行程中,其夾持煙包的間隙變化趨勢為緊-鬆—緊,行程的啟始段即鋁箔紙煙包與商標紙開始離開2號輪,以及行程的末段即鋁箔紙煙包與商標紙將要進入3號輪的運動能夾緊煙包,而在行程的中段會鬆開煙包,間隙最小處為0.05 ~ 0.1 mm,最大處為0.7 ~1 mm,因此造成鋁箔紙煙包與商標紙產生滑移,煙包的商標紙包裝產生錯位,進而影響煙包的包裝質量。
軟盒包裝機鋁箔紙煙包“2”進“3”的運 動⑵見圖1,由主傳動將運動傳給凸輪1,凸輪1的轉 動帶動連杆2,固定在連杆2上的扇形齒輪3帶動小齒輪4來回轉動,小齒輪4與齒條5(2號輪推煙杆)齧合,帶動2號輪推煙杆對鋁箔紙煙包6進行推送。3號輪接煙杆的運動方式與2號輪推煙杆的運動方式相同,由主傳動將運動傳給凸輪12,凸輪12的轉動帶動連杆11,固定在連杆11上的扇形齒輪10帶動小齒輪9來回轉動,小齒輪9與齒條8(3號輪接煙杆)齧合, 使3號輪接煙杆運動,並與2號輪推煙杆一起夾持著商標紙7與鋁箔紙煙包6,從2號輪送入至3號輪。由以上分析可見,傳動件安裝誤差等因素使2號輪推煙杆和3號輪接煙杆夾持煙包與商標紙間隙變化較大, 引起推、接煙杆之間運動不同步。
主傳動中齒輪的安裝位置是由箱體及軸的加工精度保證⑶,不會對傳動件安裝造成影響。經分析,凸輪安裝定位的準確性決定了推、接煙杆的同步性。根據工裝圖紙(圖2)標示的各零件的定位位置(控製推煙杆凸輪與接煙杆凸輪的裝配工裝為同一工裝),以撥輪滾珠位置水平為基準,通過工裝的定位銷插入凸輪外圓的定位孔,以保證各凸輪間的相位關係。求解 過程如下:以整機的工作相位0。為基準,可確定撥輪滾珠與馬耳他輪配合的工作位置,即確定了撥輪軸的 位置-> 裝配在撥輪軸上凸輪的位置-> 凸輪在此位置上的工作相位。通過査詢凸輪數據可得出對應此相位的半徑,進而得到其與連杆工作半徑的交點(有2個交點,根據連杆的工作運動範圍可確定下方的交點為所求點),最終得到凸輪上的定位孔位置。經過分析工裝設計圖及凸輪軌跡和連杆上滾珠的位置,發現控製推煙杆的凸輪定位孔與原定位孔位置基本一致,而控製接煙杆的凸輪快了 10°,見圖3。
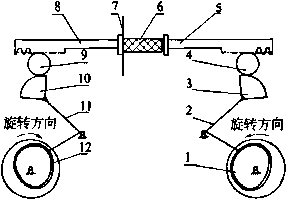
1.凸輪2.連杆3.扇形齒輪4.小齒輪5.推煙杆
6.鋁箔紙煙包7.商標紙8.接煙杆9.小齒輪10.扇形齒 輪11.連杆12.凸輪
圖1鋁箝紙煙包從2號輪進入3號輪的運動示意圖
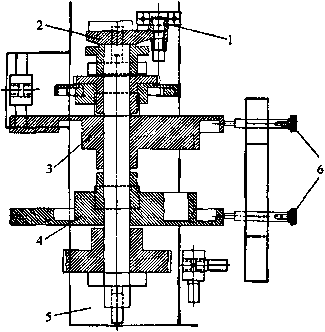
1.撥輪滾珠2.撥輪軸3,4. fl輪5.工裝架6.定位銷 圖2凸輪定位工裝示意圖
通過對傳動件安裝誤差的分析可見,2號輪推煙杆和3號輪接煙杆間運動不同步的原因是由於凸輪的安裝誤差所致,造成2號輪推煙杆和3號輪接煙杆在推送鋁箔紙煙包時,控製兩杆運動的兩個凸輪,其工作曲線不在同一工作速度區域內。
2改進方法
凸輪安裝產生的誤差,主要是在凸輪安裝定位時有誤差,根據對傳動件安裝誤差的分析,其原因是凸輪外圓定位孔的孔位和安裝凸輪定位工裝尺寸精度有誤 差,因此需要對凸輪外圓定位孔孔位和安裝凸輪定位工裝進行改進。
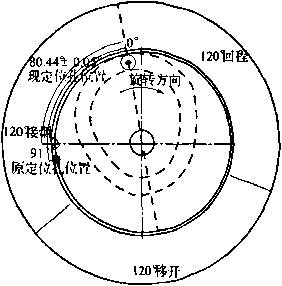
根據計算結果,重新確定定位孔的位置。采用高精度機床適當提高定位孔各檔尺寸的精度,使兩凸輪的實際工作相位相同,從而使推、接煙杆的運動在運送過程中保持同步。圖4為改進後的控製接煙杆的凸輪定位孔。
分析工裝設計圖發現,對各檔傳動件的定位尺寸均為自由公差。若工裝的加工尺寸偏差過大,會影響到凸輪、齒輪等的裝配精度;另外,原定位銷對傳動件的定位也有誤差,定位後還能產生一些晃動,因此根據裝配要求重新出圖並製造了一套新的工裝及定位銷。
3改進效果
改進後的凸輪和工裝,在10台軟盒包裝
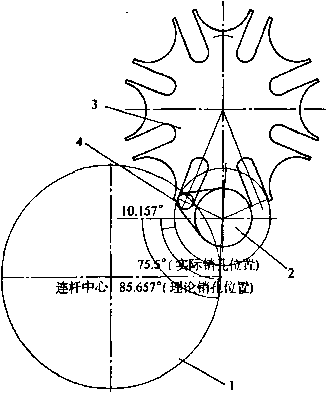
1.連杆工作半徑2.撥輪軸3.馬耳他輪4.撥輪滾珠
圖3求解凸輪定位孔示意圖
 |
|
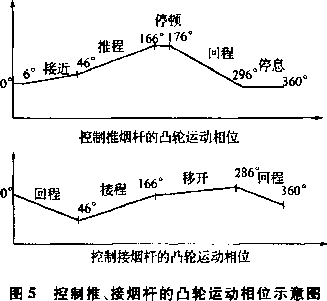 |
機上得到了應用。由於2號輪的推煙杆機構位於機器的右機身,3號輪的接煙杆機構位於中間機身,首先對 2號輪推煙杆和3號輪接煙杆的工作相位分別進行驗證,結果表明兩者的工作相位均達到設計要求:推、接 煙杆均在46。開始推、接煙,至166。均完成推、接煙行程,凸輪工作相位⑷見圖5;而對另10台機器的2,3推杆間隙進行測量,其間隙為0.30 ~0.75 mm,總體過大。在機器的右、中、左機身拚裝後,對2號輪推煙杆和3號輪接煙杆在運行過程中是否保持同步進行了測試,10台機器的測試結果表明,2號輪推煙杆和3號輪接煙杆在整個行程中,間隙誤差保持在允許範圍0.3 mm以內。從而解決了推、接煙杆夾持鋁箔紙煙包與商標紙在行進過程中間隙變化較大的問題,避免了鋁箔紙煙包與商標紙間的滑移、煙包商標紙包裝錯位等現象的產生,煙包包裝質量明顯提高。
3.2改善喂料環境
切絲機的上刀門可根據煙餅厚度而變化,但刀門變化都是由來料不均引起的,所以新型切絲機應著重考慮來料的均勻性,通過改善喂料振槽或垂直送料器的輸送效果,如根據物料合理改變喂料振槽的振幅或垂直送料器推板的擺動幅度,或在物料進入切絲機時增加物料高度(或密度)自動檢測、調整裝置等,保證物料均勻性,以降低煙餅厚度的頻繁變化。
3.3上排鏈速度隨動
上排鏈往複運動對切絲寬度穩定性的影響的原因在於輸送速度的變化,如果上排鏈在刀門變化過程中能夠動態地隨刀門變化,自動調節自身的轉動速度,使 上、下排鏈的水平輸送速度達到一致,可以進一步提高切絲寬度的穩定性。
4結語
在製絲生產過程中,煙絲寬度變化直接影響著煙絲幹燥效果,如煙絲含水率均勻性、煙絲填充值等指 標⑴,因此保證切絲寬度穩定性非常重要。在切絲機的研製過程中,無論是改變刀門變化頻率還是排鏈隨動輸送,都存在一定的缺陷,提高切絲寬度穩定性的最佳方法就是保證物料輸送的均勻性,使物料能夠均勻地進入切絲機,才能從根本上減少刀門變化的頻率,提高切絲寬度的穩定性。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:枕式包裝機光電自動定位 係統的設計
- 下一篇:包裝機鋁箔紙氣缸剔除機構的改進
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器