谘詢電話
ENGLISH0755-88840386雙鋁箔自動填充熱封包裝機控製係統設計
發布時間:2020-07-08 16:49:58 |來源:網絡轉載
隨著我國醫藥工業的迅猛發展和人民物質生活水平的提高,對醫藥用品的包裝提出了越來越高的要求。特別是對片劑、丸劑藥品的包裝更是如此。但是,我國在藥品包裝方麵做的還不盡如人意,可以說還很落後,直到上世紀八十年代,對藥品的包裝才有了些改變,大包裝改成了小包裝,玻璃瓶改成塑料瓶,有的還采用了鋁塑水泡眼包裝。而對那些要求密封、 避光的藥品還沿用著傳統的老方法。而國外大量的藥品已經采用雙鋁箔熱封包裝。這種包裝方法不僅使產品密封性能好,延長了產品的保質期,還方便了產品的運輸和銷售。現在國內的雙鋁箔自動填充熱封包裝機大都是在引進國 外技術的基礎上與鋁塑行業聯手研製開發出來 的新一代包裝機械,它適用於醫藥、化工、食品等行業的單體或多體的包裝,它是將物料按需要量自動熱封存於雙層鋁箔膜中,從而使物料達到密封、避光的目的和要求。同時還提高了物品包裝檔次,保證產品的質量。
該機械屬機電一體化產品,工作過程中由電腦控製,物品的上料、填充、熱封、自動地打產品的縱、橫撕裂線、自動的按產品規格要求進行縱、橫剪切,並能對生產的產品產量進行統計工作。為了更好地發揮產品的潛在性能, 還可根據客戶的實際需要進行產品的升級,達到對產品的自動檢測和對不合格品的自動剔除。
1.1傳動裝置
為了適應各種大小不同的物料的包裝,主電動機由變頻器來控製其工作頻率,達到無極變速的目的。減速器動力輸出端的鏈輪內,釆用裝有一組隻能單方向轉動的棘輪。以防止由於設備調試或電源變化時造成熱輻筒的反方向運轉而損壞其棋盤網紋的外表麵,同時又對其它零部件起到了很好的安全保護作用。
1.2熱封裝置
熱封裝置是使本機器進行密封包裝的關鍵裝置。此機電產品目前的熱壓輻筒為棋盤網格網紋,規定視客戶的要求配備,具體的規格有: 0.6x0.6、0.8 xO.8. 1.0 x 1.0三種,並可視用戶要求訂做。熱封輻筒的製造精度將直接影響到 藥板的密封性能。熱封裝置主要由固定架、熱 封網紋輻筒、主軸、耐高溫軸承、電加熱元件、 能源輸入裝置及調節部分等組成。
1.3鋁箔膜的供給裝置
它由安裝薄膜的軸、套、手動調整張力裝置及薄膜輸送導輻等組成,為更好地確保熱封質量及印刷質量,可根據用戶需要配備磁粉製動恒張力裝置。
1.4縱橫撕裂線及其剪切裝置
(1) 縱撕裂線裝置主要由主軸、鋼輪、撕裂線刀等組成,縱向剪切裝置主要由主軸及一對切斷轉刀組成,兩個裝置的材質和硬度都達到相應的技術設計要求。
(2) 橫向剪切及橫向打撕裂線裝置是由兩個獨立但工作原理一樣的裝置組成,區別在刀刃上。這兩種裝置都由切割刀、刀架、V型導軌 槽、活動滑塊、扇形齒輪、旋轉軸、汽缸等組 成。其工作原理就是由進給氣缸控製轉軸旋轉 一個轉角,再通過兩對齧合扇形齒輪轉動撥叉和滑塊來控製活動刀架作水平來回往複運動, 從而使安裝在刀架上的橫剪切刀〔橫撕裂線刀〕 完成其應完成的剪切動作。
1.5送料填充裝置.
送料填充裝置一般有兩種形式:一種為用電磁振動形式送料,然後機械式填充進入熱壓相之間的鋁箔中,另一種為全機械式送料及填充,這兩種機構的采用要視用戶的包裝物料形式及其包裝物的性質而定,由於機構沒有一個統一的現成的模式,它可以是千變萬化的。
1.6字碼的打印裝置
它是通過字碼滾盤將需打印的字按一定的格式和位置排列、滾壓打印在鋁箔的表麵。
2.1電氣控製部分
熱壓滾筒
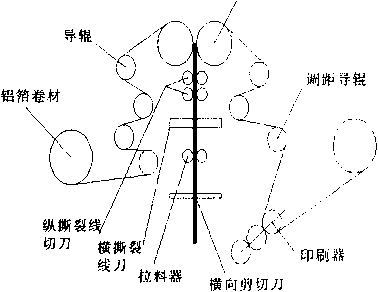
圖1傳送及撕裂、剪切示意圖
主電路中主電機釆用三相異步電動機,其主要特點:體積小,具有較高的啟動和運行頻 率,有較高的有效功率輸出等優點。型號: Y80M2-4。其參數如下:0.75kW、380V、2A/ 50Hz、1390 r/mino輔電機送料A (藥片)的交流電動機型號為:YN90-40。其參數如下: 40W、220V、0.45A/50Hz、1300 r/min。卷廢料的交流電動機型號為:70YN15-2C。其參數如 下:15W、220V、0.23A/50Hz、1200 r/mino 。
2.2可編程控製器的選擇
根據係統輸入、輸出信號的性質和數量, 選用FX1S-14MR-001主機無需加任何模其它擬量輸入模塊的配置,共有8點輸入,6點輸出, 可以滿足係統輸入、輸出信號數量的要求。
如果尚未試機應先試機。(1)將切割條數碼盤調至所需要剪切條數的位置。(2) 把總電源開關開至於ON的位置。(3)調整溫控儀通道的設定溫度〔溫控儀操作詳見溫控儀說明書〕。(4)按“加熱”鍵至所顯示的指示燈亮,各加熱器即按設定溫度開始加熱〔約15分鍾後可加熱至所設定的溫度〕。(5)按“送料B” 鍵至指示燈亮,調節振動器的振動量〔即上料速度〕至合適位置〔可放物料觀察調整〕。(6) 按“主機”鍵至指示燈亮,然後即可調整調速旋鈕使主機的包裝剪切速度調至合適的位置,這樣就調整好了。〔注:調整好後主機的調速旋鈕位置和振動送料旋鈕位置不要隨意改變,並記下所調整好位置的刻度線〕這樣就可以正式包裝了。先把藥片放入填充機的漏鬥中去,各個按鈕相繼按下,藥片被自動填充到兩熱壓輻的模具的鋁箔片之中,隨即進行熱封。送料熱封以後隨即進行打縱橫撕裂線和縱橫剪切,剪切以後即岀料和剔除廢料。再直接進入下一循環。
我們設計完成控製梯形圖,成功的通過了模擬調試和聯機調試,其功能基本達到要求。 整個係統的穩定性較好,獲得比較滿意的效果。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:全自動紙箱包裝機的設計與實踐
- 下一篇:新型水泥包裝機的開發與設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器