谘詢電話
ENGLISH0755-88840386包裝機國產化值得注意的兩個問題
發布時間:2020-07-09 09:37:17 |來源:網絡轉載
由意大利某公司生產的橫包包裝機目前仍屬世界上較先進的卷煙包裝設備,現已開始國產化,國產型號為YB25。我們在工作實踐中發現,鋁箔紙傳送係統是影響該機有效作業率的重要因素,當鋁箔紙質量不穩定時,這種影響尤甚。通過觀察、分析、計算 和試驗,發現了兩個值得注意的問題。
加速輪是鋁箝紙傳送係統中的易損件,亦是影響鋁 箔紙傳送質量、影響有效作業率的一個關鍵件。加速輪 有2對,安裝在第一、第二轉輪交換處上方。每對加速輪 各由1隻鋼糧(軸承)和1隻橡膠輾組成,兩輾均由齒輪 帶動旋轉。膠輾較易出現不均勻磨損,即產生沿輻的周 向分布的突起棱條如絲瓜狀。膠輻磨損嚴重時會使鋁箔 紙在傳送過程中出現紙平麵內的偏移和傾斜,輕則影響 鋁箔小包的包裝質量,重則會引起停機。
目前YB25包裝機的加速輪膠輻的設計直徑為 30卜°標以我們認為這是不妥當的,理由如下:
(1) 輻對間應以純滾動方式傳送鋁箔紙,即兩輾接觸 點處線速度應有Vffl = VKo已知;鋼輾驅動齒輪齒數 Zffl = 26,膠輻驅動齒輪齒數ZK = 30,鋼輻直徑= 26mm,膠輾直徑=30mm,易得:
"_ 幅 蹤=26 x 30 =]
V廣 D 宀一 30,26 _ 1
表麵上看,設計滿足Vffl = VK的條件,但實際上膠 輻是由彈簧壓在鋼輾上的,即在兩無接觸點處,由於膠輾 壓入量的影響,膠轅實際工作直徑小於設計直徑。由於 兩根軸心距是可變的,在接觸點處膠輸的線速度小於鋼 輸線速度,兩輻間不是以純滾動方式傳送鋁箔紙,這是膠 旎磨損的主因。
(2) 兩輾在接觸點處有線速度差,但其量級是否大到 足以產生不良影響呢?我們對膠輻壓入量進行了反複實 測。測量對象為國產件,材料為耐油硫化橡膠,邵氏硬度 90,測量工具為百分表,測量前先按加速輪運行要求調好弾簧壓力。實湖結果表明,膠輻壓入量的量級為0,1mmo
由鋁箔紙傳送係統傳動鏈的解算知,當機器生產速 度為400包/min時,膠旎的轉速n般=2426. 7轉/min。 取壓入量為0.1mm,則接觸點處膠報實際工作半徑:
R,sf = Rffi-O. 1 = 15-0.1 = 14.9mm
可計算得出接觸點處膠輻與鋼輻的速度差AV:
△V =2小位<R応-R'®)
=2n ' 2426,7a (15-14.9)
=1524.74mtn/min
= 25.4mm/s
這個結果表明,當膠報壓入量為Q.1mm時,膠轅與 鋼旎在接觸點處的相對速度為25.4mm/S>足以產生不 良影響,使膠輻磨損加劇。
(3)改進與驗證。在機器上對膠輻用3個改進方案 進行試驗:
不同輾材料試驗效果
|
方案 |
證材料 |
餛直徑(mm) |
效果 |
|
& |
銅 |
如 |
未改善 |
|
b |
|
30 |
改菩 |
|
C |
橡膠 |
30.2 |
明顯改善 |
試驗結果表明:方案a雖消除了壓入量問題,兩輻間 為純滾動,但兩報間為線接觸,不利於鋁箔紙的加速傳 送;方案b去掉了膠輻的驅動力,兩輾間可視為純滾動, 但由於鋁箔紙是紙基加鋁箔的雙層結構,本方案可能會 加重分層現象;方案c既保留了原來的傳動鏈,又實現了 兩輻間純滾動,效果最好。我們的看法也因之得到驗證。 2可調切刀上的導塊位置
鋁箔紙的切割方式為剪切,切刀組由1把可調切刀 (慢刀)和1把不可調切刀(快刀)組成,快刀轉速比慢刀 轉速快1倍。鋁韻紙被切斷後,在切口處有繞鋁箔紙縱 軸和橫軸卷曲的趨勢。即使有鋁箔紙堅挺壓筋的存在, 切口的2個角仍會向紙基一側(操作者的右側)卷曲。這
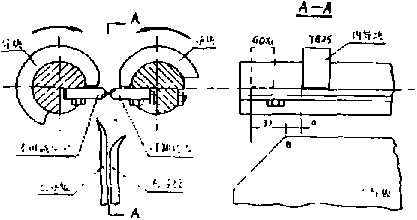
可調切刀上內導塊軸向位置示意圖
種現象在鋁箔紙水分平衡得不好或使用右側鋁箔紙紙架 時尤為明顯。為了讓切割工位上方的鋁箔紙順利下送, 在2切刀軸上各設置有2塊導塊,在切割工位下方設置 有導板,以夾持、引導切口 2角卷曲的鋁箔紙下送。如上 圖所示。但是,由上圖A-A視圖可見.YB25包裝機可 調切刀的內導塊軸向位置太靠外,內導塊的內側端麵位 於導板8點的外側6mm處。這樣,內導塊就起不到夾 持鋁箔紙切口內角的作用,卷曲的內角下行時可能會撞 到導板的B點,造成堵塞而停機。
我們對本廠的所有GDX1包裝機作了實測,發現內 導塊軸向位置與YB25包裝機不同,比較靠內,即內導塊 內側端麵位於導板B點的內側31mm處,估計某公司 在該處已做了改進設計,YB25包裝機亦應按該尺寸做 相應修改。
GDX1 - 8000與YB25包裝機的鋁箔紙加速膠根零 件的設計直徑都沒有考慮在工作狀態下壓入量的補償, 造成該輾實際工作直徑小於理論工作直徑,導致加速傳 送輾組件以非純滾動方式傳送鋁箔紙,膠輾磨損加劇。 膠輾直徑應由30mm改為30.2mm3
YB25包裝機的鋁箔紙可調切刀上的內導塊軸向位 置不當,可能會影響鋁箝紙的傳送,應將內導塊軸向位置 內移37mm,使其內端麵位於導塊的B點內側31mm處。
國產TIR型水分儀以其性能價格比適中而被一些製絲 線配套選用。使用這種儀器時務必要注意物料的均勻性、 安裝點的振動情況和環境溫濕度高低,否則會影響水分檢 測的準確性與穩定性。製絲線環境溫度較高,若探頭內元 件本身發熱量大時,會使探頭內溫度很高.易造成:
物料不均易解決,安裝點的振動能避免,環境溫濕度 也可控製、但因元件發熱而致探頭內溫度在60-80V間 卻不易解決°為了杜絕灰塵進入探頭光學係統、一般不能 開散熱孔或加散熱風扇。改蒞方法之一可將主要發熱元 件變壓器、燈光誠節電源板移到探頭外,怛這樣既不美觀 又不安全;另一個方法是降低功耗,減少內部元件發熱量。
探頭內發熱元件主要有複合調整管Q&、光源燈泡 和變壓器T,其電源簡圖如下。210-230V flf, Um達到 15-17V,圖中U.按變壓器標注為15V,但實際電源U
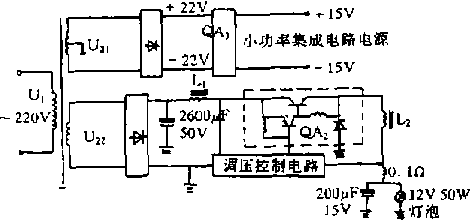
TIR型水分儀探頭內電源簡圖
為整流濾波後為18-20V,而根據檢測光源的需要,燈泡 兩端電壓一般實際調為5.5~6.5V(電流為2.3~2.6A)。 因此調整管工作壓降在11.5-14.5V間,則功耗達29~ 33W,使散熱片上溫度達到60X:以上。由此可見,U”值 選取太高(我廠電壓經常在220〜240V),使調整管壓降太 大,功能增大,使探頭內溫度過高,造成調整管損壞,仗器 工作不穩定。
經過分析認為,U”選取10.5-12V較合適,這樣整 流濾波後電壓約為11-13V,在保證檢泌光源不變的情況 下,調整管壓降約為5~8V,功耗為12-21W,大約下降 了 12〜17W。這樣改繞變壓器重調燈泡工作電壓後,調
整菅發熱量大大減少,探頭內溫度也明顯降低。安裝在環 境溫度較高的二潤出口處,調整管也未再損壞過。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:PLC在包裝機使用的優越性
- 下一篇:包裝機械中油液的汙染及控製
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器