谘詢電話
ENGLISH0755-88840386大容室真空充氣包裝機設計
發布時間:2020-07-09 15:32:58 |來源:網絡轉載
目前,罐裝食品的真空包裝已經有自動化程度極高的真空封罐機,而塑料及其複合膜包裝的食品也可以在機上一次成型、充填、真空充氣及封合。後者主要以進口機型為主。另外,有一種操作台式分批處理的包裝機,它要求采用複合薄膜袋, 充填物品後,由操作工排列於真空室的熱封裝置上,再加蓋實現自動抽真空充氣封合。包裝袋的尺寸可在真空室的範圍內任意變更,每次處理的包裝袋數也可變,而且對於固體、半流體及液體均適用。因其操作方便、靈活及實用,因而在食品生產廠家中得到廣泛的應用。本文主要針對此類機型作詳細闡述。
台式真空充氣包裝機的外形,按真空室數量主要分為雙室型機和單室型機兩種, 真空室由室座和室蓋組成,雙室型機又分為雙蓋型和單蓋型兩種。雙室型機的兩個真空室是輪番工作的,它們共用同一套真空設備和電器係統,由室蓋的開合動作控製行程開關轉換工作狀態。
由於雙室型機可以兩室輪換工作,縮短等待時間,工作效率明顯比單室機高。而且雙室型機和單室型機一樣,隻需要一套真空設備和電器係統,因此雙室型機的製造成本隻比單室型機略高 一些。簽於這些原因,雙室型機的應用更為普遍。
目前應用得最多的真空充氣包裝機主要是用 於食品的小包裝,其真空室容積一般為400x 450 x 100(mm)左右,因此較大的包裝不太適用。筆者在普通機型的基礎上,設計了 一種“大容 室真空包裝機”,特別適用於大包裝物品的真空封口,並應用於鮮豬肉的保鮮包裝,可以采用 1000 X 700(g)的塑料薄膜袋套裝半頭鮮豬進行抽氣封口。當然,對於大包裝的米麵製品或小包裝的其它物品也適用,無論真空室的容積是大或小,其工作原理是一樣的。主要由機身、真空室、室蓋起落機構、真空係統和電控設備組成。
真空包裝機的工作程序是由氣路的轉換而實現的°這一係列工序均在真空室內連續完成。其程序包括抽真空,充氣、熱合封口、冷卻、放氣。工作程序是由時間調控循環的,要求迅速協調,靈敏動作,但精度並不需要太高。
由於包裝工序均在真空室內完成,對於一個密閉獨立的室體要進行抽真空並不困難,隻要把密閉的室體的氣孔接頭與真空係統相連即可實現。同樣,充氣和放氣也很容易實現,隻要由真空係統切換氣路即可。然而,包裝件不但要在真空 室內完成抽真空、充氣工序,更重要的是在抽真空及充氣後,在放氣之前及時的進行熱合封口,以保證完成包裝後的物品處於密閉的真空或充氣環境中。
由此可見,真空包裝中的熱合封口是一個關 鍵的動作。因為熱合封口需要一個壓合的過程, 所以在真空室內要設計一個專門的熱合封口裝置 來完成這一動作。在真空包裝機中,這一裝置被設計得很巧妙,無需機械傳動,完全由氣路控製實現壓合動作。
熱合封口裝置包括兩部分,分別為氣囊室裝置和熱封部件。是一個單獨的氣囊室裝置,此裝置是專門為實現壓合動作而設計的。它分上下兩部分,即上室座1和下室座3,上下室座間由一張橡 膠膜片2密封分隔,其厚度為hnni左右,具有良好的弾性。膜片2與下室座3之間形成 了一個密閉的下氣囊室。
它的板座4由絕緣材 料加工而成,一般選用厚度15nnn的電木板加 工c其上平直的繃緊一條熱封片1,材料為 Cr20Ni80,厚度0.2mm左右,寬度一般為10mm,長度視機型而定,其兩端用銅螺釘緊固,並作為電源輸入端。熱封條上覆蓋著熱封膠布2,其作用是防止熱封條與塑料袋口熱瘩粘連。熱封布材料一般 是聚四氟乙烯膜或玻璃絲布。
熱合封口裝置的兩部分需要相互配合才能實現壓合熱封動作。裝配時,熱封部件的凸形底部由氣囊室上部嵌入,靠自重或彈簧力壓住氣囊膜片,被下室座承托。
氣囊室的上部與真空室相通,熱封部件2嵌 入氣囊室內,兩側由氣囊室上部槽隙定位,可上下運動。當包裝袋裝填物料後,放入真空室內,使其袋口平鋪在熱封部件2上,加蓋後袋口處於熱封 部件2和封合膠墊1之間。包裝工作開始後分四個步驟。
- 真空抽氣。真空室通過氣孔 A被抽氣,同時下氣囊室也通過氣孔B被抽氣, 使得上下氣囊室和真空室獲得氣壓平衡,避免下 氣囊室壓強高於其空室形成壓差,使膜片3服起. 推動熱封部件2上行夾緊袋口以至不能抽岀包裝 袋內空氣。經抽氣後的真空度應達到-0.097 -- 0.0987MPac
怎)充氣。經過抽真空後A、B封 閉,C氣孔接通隋性氣體瓶,充人氣體。充氣壓強 以3000~ 6000Pa為宜,充氣量多少以時間繼電器 控製。經充氣後,真空室內的真空度應在- 0.094 - -0.097MPa 之間.
(3) 熱封合、冷卻。A、C關閉,B 打開並接通大氣。由於大氣壓和真空室內的壓差 作用,使橡膠膜片3脹起,推動熱封部件2向上運 動,把袋口壓緊在封合膠墊1之下。在B通氣的同 時,熱封條通電發熱,對袋口進行壓合熱封。熱封 達到一定時間後,熱封條斷電自然冷卻,而袋口繼 續被壓緊,稍冷後形成牢固的封口。
(4) 放氣。C關閉,A、B同時接通 大氣,使真空室充入空氣,與外間獲得氣壓平衡, 可以順利打開室蓋並取出包裝件,完成真空充氣 包裝。
真空室由室蓋1和 室座10蓋合而成°在室蓋I或室座10的周邊鑲 嵌有一條密封條8,用以密封接合的端麵以防漏 氣。室蓋兩邊緊固有夾持槽2,分別夾持著一條封 合膠墊3,材料為軟矽膠.端麵尺寸一般為16 x 16mm左右。封合膠墊作用有二:其一,作為墊塊 使壓合熱封緊密;其二,具有印字的功能。因為膠 墊的一麵加工有一排若於個圓孔,可以嵌圓柱形 凸版字模膠粒,在壓合熱融封接時,能在袋口印下 生產日期或批號等。
室座10—般為整捧鑄件,氣泰室的上部與室 座連在一起,下室座12可用金屬板加工,也可用 塑料模板,更易密封。熱封部件9靠自重和氣囊室 上部長孔槽定位,裝置在真空室內。長孔槽與熱 封部件的板座間間隙以1mm為宜,以保證熱封部 件既能靈活的上下運動又不至於向兩側過度偏 擺。熱封部件9和封合膠墊3的中心線應基本一 致,在合蓋時兩者間的間隙以5~8nnn為宜。間隙 過大則在壓合時熱封部件向上運動距離長,容易 出現偏差而影響封口質量;間隙過小則安裝調整 困難。
真空室內還放置了一^墊板6,用以調整包 裝件的位置,使其袋口能輕易的放在熱封部件和 封合膠墊的間隙之間,其高度根據包裝件的大小 而調整。在圖中還有一個壓條4,用以壓平袋口, 起到定位以及保證封口質量的作用,是不可缺少 的。
在包裝時,真空室的左右熱封部件是同時工 作的,也就是兩邊可以同時完成真空封合包裝。
整個係統由 真空泵、真空電磁閥、真空表、管路及真空室組件 構成。
普遍采用單級旋片式真 空泵,其優點是運轉平穩、噪音低。泵的吸氣口配
有自動隔離截止閥。當泵停止工作時,進氣口通 過隔離閥自動與真空室隔離,防止泵油返入被抽 容器。
當啟動真空泵時,通過三位三通電磁閥YVla 和YVlb選擇A室或B室抽氣,同時對室內氣囊 會、亜或b、壇抽氣。當真空室達到預定的最低壓 強時,真空泵停轉,係統轉入充氣程序,由二位二 通電磁閥YV2a和YV2b接通氣瓶QP充氣。充氣 到一定程度後關閉氣源,同時電磁閥YV3接通大 氣,從而使氣囊的、也或切、0因氣壓差而膨脹,啟 動熱封裝置進行熱封。熱封結束後,快速充氣閥 YV4a和YV4b動作,接通大氣,取消真空,完成整 個包裝程序。
采用380V主電 源,由變壓器T,變壓後向熱封電阻Ra和Rb提供 24~36V電壓。通過T?變壓提供220V控製電源, 並提供6.3V給指示燈HL。
電路采用四個時間繼電器冏、糾、KT)、冏 進行定時控製,實現包裝程序的自動轉換。控製 過程如下:
(1)合上真空室蓋A(或B),通過聯動機構使 限位開關Qa(或Qb)接通衝間繼電器 踞 通電吸 合,選擇A室工作,同時接觸器KM,通電使真空 泵啟動,而冏通電延時控製真空泵抽氣時間。當 真空室達到所需真空度時,KTi常閉縫點斷開,泵 停止工作,轉入下道工序。
(2) 由SA.開關可進行充氣選擇,當開關處於 充氣位置時,由於KT】常開觸點閉合,使Kli通電 控製,同時充氣電磁閥YV2a通電打開,使氣瓶情 性氣體充人真空室,當達到所需氣量時,必動 作,其常閉觸點斷開,使YV2a電磁閥關閉,繼續 轉向下一工序。
(3) 充氣後,KT?常開觸頭閉合,使K%通電延 時,同時施接觸器吸合使g和R冊通電發熱, 而電磁閥YV3通電打開使氣囊通入大氣上頂熱 封條進行熱封合動作。達到一定的封合時間時, KW動作,使KM觸頭斷開停止加熱,同時納通 電延時,使熱封口在壓合狀態拎卻。
(4) 當KR延時結束,其常開觸頭閉合|使 YV4a接通大氣,取消真空,完成整個工作循環。
由於真空充氣包裝機是按時間調控進行程序 轉換的,因此計算其抽真空及放氣等時間是非常 必要的,這關係到機器設計的工作效率,以下分述 之。
7.1生產能力的計算
真空充氣包裝是由一連串工序通過時間調控 而實現的,其效率受到各工序時間的影響,其單位 時間工作循環計算公式如下:
T = 60/ (ij + tz+ta+U+fc)
式中T—工作循環(1/min)
h一抽真空時間信)
G—充氣時間($)・按需要一般取1~ Itfec
k—熱封時間(s), 一般取1 ~ 3s0
U—放氣時間($)
&—輔助時間(s)
7.2抽真空時間的計算
真空包裝機采用的旋片式真空泵是屬於容積式泵,工作中需要對一定容積的真空室進行抽 氣。其抽氣時間可通過下式計算(推導從略):
h = K我嶂)(s) 式中 S-真空泵抽氣速率(L/s)
V-■真空室容積(L)
P-抽真空達到的最低壓強(Pa)
K-修正係數,考慮真空係統泄漏而引入, 可通過容稅法泌定。
|
|
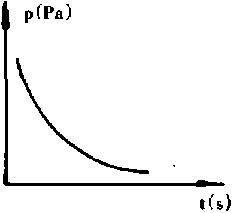
由式可見,理想狀態抽氣時間與其空度按指. 數規律變化,其變化曲線如圖8所示。
7.3真空放氣時間的計算
放氣實際是一種氣體擴散現象,放氣所需時 間與擴散管道的截麵積成反比,與其空室容積成 正比,即:
t4 -虹$ (S )
式中 V-真空室容積(L)
d—管道宜徑(mm)
K一擴散係數,與管長和溫度有關,可通過 分子運動論的氣態擴散微分方程求得C
8 DZ800/2S大容室真空包裝機
性能參數
其空室尺寸(Lx WxH)
1200 x 850 x 150(mm)
極限真空度 -0.09MPa
熱封條尺寸(LxW) 800 x 10(mm)
熱封條總數 4條
包裝能力 3工作循環/min
泵電機功率 1.5kW
熱封功率 0.8kW
抽氣速率 15L/s
電源 AC380 50Hz
此機適用於大型包裝物品的真空封口,以及 大量小包裝進行同時的真空包裝處理,適應性很 廣。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器