谘詢電話
ENGLISH0755-88840386包裝機自動定位係統的誤差分析
發布時間:2020-07-10 14:53:16 |來源:網絡轉載
- 引言
隨著包裝機包裝速度的提高,在采用紙張(或塑料薄膜)為包裝材料的包裝機中,傳統的 平張型包裝紙已逐漸被卷筒型包裝紙所取代,因為它有利於提高包裝速度,簡化機器結構。
在使用卷筒包裝紙時,如何控製包裝紙圖案位置,使之符合產品包裝裝潢的工藝要求・ 是設計包裝機的關鍵技術*
我們是在研製實際的包裝機的基礎上.對包裝機的圖案定位進行了深入係統的理論硏 究.並將其運用於生產實際取得了明顯效果•
二、造成包裝紙圖案偏離正確位置的原因
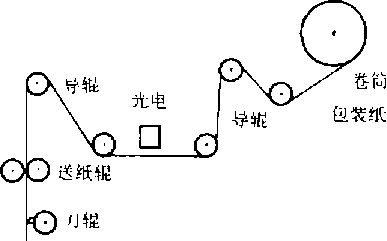
卷筒型包裝紙上印有圖案和供光電設備檢測的色標,從包裝紙輸送簡圖(見圖1,可以 看出,卷筒包裝紙通過導輾、送紙轅及刀輾到達包裝位置,刀輾旋轉一周,切下一張包裝紙。
該卷筒紙上每張包裝紙長度為L,刀輾的速度為n,送紙輻的理想速度為隊,淺紙跟的 標稱直徑為也。
若包裝機開車前,卷筒紙的理論切紙線對準刀輾切刀位置,同時滿足那麽刀 輾每次切下的包裝紙就與卷筒紙上理論切紙線一致•產品包裝後圖案位置完全推確。
而實際上送紙輾的速度很難滿足上式,這一方麵是由於機械加工的送紙輾的實際尺寸 和標稱尺寸有公差,另一方麵圓周率k為無限不循環小數,而實際計算時隻能取有限位小
|
|
 |
數,因此刀輾切下的包裝紙和理論切紙線之 間有偏差(.用S來表示},即使這種偏差很小, 例如S=0:lmm〈這對一般包裝機來說,要求 已經很高了)。包裝機的包裝速度一般為 即0個/分左右,倘若沒有補償調節裝置,即 在開環係統裏.機器運行一分鍾以後,刀輾切 下的包裝紙與理論切紙線之間的偏差即達 20mm,此時,包裝紙上的圖案就會明顯地偏 離產品的正確位置。當然,造成偏差的因素是
多方麵的。例如包裝紙的彈性變形產生脾性滑動,而彈性滑動又與送紙輾工作麵與包裝紙 彈性模數及摩擦係數有關.而且造成偏差的有些因素是隨機的•
為了保證包裝質量,滿足包裝工藝要求,必須建立自動定位的調節係統。
三、自動定位的補償式調節係統
為了實現包裝圖案自動定位•就要求卷筒包裝紙的輸送速度完全適應刀輾速度•使刀輾 的刀切在卷筒包裝紙理論的切紙線上,從係統參考輸入特征來看,該係統屬於隨動係統E。
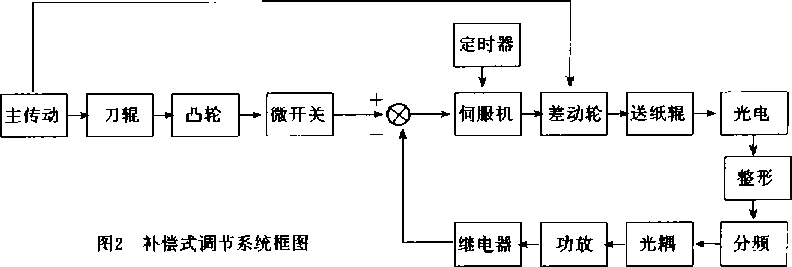
如果單純從電的角度來滿足該機包裝紙圖案自動定位的要求.電氣線路是比校夏雜的, 這裏采用機電相結合的補償式調節係統,係統框圖如圖2所示,該係統結構簡單實用,工作 穩定可靠口;機
其補償調節原理簡述如下:光電裝置利用印在卷筒包裝紙上的色標即可檢測包裝紙的 輸送位置;與刀輾旋轉同步的凸輪接觸微動開關即反映了刀輾切紙動作的時間。二者均轉換 為昧衝信號進行比較,比校後的信號決定伺服電機的旋轉方向"伺服電機的運行時間由定時 器控製,可在一定範圍內進行調節,以伺服電機的輸出作為補償量,它通過差動輪係與主傳 動相合成,從而調節包裝紙的運行速度,減少了刀輾切下的包裝紙與理論切紙線的偏差,使 之偏差在允許的範圍以內。
 |
四、係統的數學模型
為了計算分析的方便,根據補償式調節係統的特點,對係統作必要的簡化。其簡化的係 統框圖如圖3所示.圖4為補標機構的繼電持性口
設L(t)為參考輸入量,它表示刀輾工作時,要求輸送包裝紙的理想長度;反饋量為實際 的送紙長度L(t):K為卷筒包裝紙的順序號海(t)表示開環係統刀輾切下的包裝紙長度與理 論包裝紙長度的差值;F(t)為補償量,它表示伺服電機工作對實際送筆長度的"卜償量.差
五、自動定位係統誤差計算機輔助分析
有了係統的數學模型,可以借助於計算機進行誤差分析黑」,為了閱讀的方便,有必要指 出程序“流程圖”中各量的物理意義。
L:表示卷筒包裝紙上每張包裝紙長度(即理論包裝紙長度)。
S:表示開環係統(即無補償機構時),刀観切下的每張包裝紙長度與理論包裝紙長度的 差值•
A:為非線性元件繼電器特性的死區值,表示了比較機構的不靈敏區。
B:為非線性元件繼電器特性的飽和值,表示調節係統對每張包裝紙給予的補償量,
N:表示刀輾切下的K張包裝
紙總長度。
W:表示閉環係統(即有補償 機構時)刀相切下的第K張包裝 紙實際切紙線與理論切紙線之間 的誤差。
按照“流程圖”(見圖5)可以
編製出計算程序,由計算機得到的 計算結果,繪製出三組曲線,分別 如圖6、圖7、圖8所示。
從圖6可以看出:
2,補償值B在一定範圍變化 S+A>B>A,其定位誤差的最大 值不變,即B值在一定範圍裏變 化不影響係統的調節精度。因此對 補償機構補償精度的要求不必很 高。
從圖7可以看出:
1.包裝紙圖寒定位誤差是周 期循環變化的,且改變A值,周期
不變。 圖5計算定位誤差流程圖
在圖8中,由於波形圖中K值取得小,隻能從圖中看到定位誤差的一個周期,從計算機 打印的計數結果來看,圖案定位誤差仍然是周期變化的。
另外可以從波形圖中明顯看岀,S越大.W越太,說明係統開環誤差越大,閉環誤差也相 應增大。
六、結論
為保證圖案定位誤差在允許的範圍以內,應注意到以下幾個方麵:
1.盡可能減小係統的開環誤差,例如減小傳動誤差,提高送紙輾的加工精度,因為送紙 輾的直徑應盡可能滿足n2 = n晟.同時要確保卷筒包裝紙與送紙輾在運行過程中不產生滑動,盡可能減小引起V 定位誤差的隨機因素
- 要適當減小 補償機構非線性特性2 的死區值,有利於提丨 高定位精度。
- 補償機構的 補償量有一定的取值 範圍 S + A>B>A,w 在包裝機運行時,由 於一些隨機因素的影3 響,還需要調整(可通2 過改變定時器的整定t 時間來實現。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:自動稱量包裝機及鏈板的技術改進
- 下一篇:供中小煙廠選擇的經濟高效型組合式硬盒包裝機
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器