谘詢電話
ENGLISH0755-88840386多功能卷材防鏽包裝機的研製實踐
發布時間:2020-07-17 14:08:55 |來源:網絡轉載
據調査了解,全國各地有不少冷軋窄帶鋼、冷拔鋼絲和冷軋銅帶、冷拉銅絲等冶金企業, 其產品包裝除少數廠家的鋼絲卷釆用一種陳舊的半機械化式的鋼絲包裝機外,對鋼(銅)帶 卷的包裝都是手工進行,不但勞動強度大,而且包裝效率低、質量差.為什麽不采用機械包 裝呢7其主要難點是鋼帶卷外形特殊,且尺寸小而重量大帶來的包裝困雅,如鋼帶卷在驅動 輪上打滑造成驅動困難,棒利的邊角造成包裝帶斷裂、角裂等現象,同時鋼帶卷和鋼絲卷在 相同重量的條件下,前者內外徑尺寸都比後者小得多.〈鋼絲卷外徑約01米,內徑約0 900 mm,而鋼帶卷外徑約0500〜0700 mm,內徑約0350 mm),因此,它們的曲率半徑差 別很大,為解決這些技術難點,需要研製一神既能包裝鋼(銅)絲卷,又能包裝鋼(銅〉帶 卷,同時還能夠適應鋼(銅)絲卷、鋼(銅)帶卷不同重量、不同寬度、不同直徑產品的新 型包裝機,該機應具有多功能、多用途、機械化包裝和效率高的特點,我們在研製過程中,主 要采取了以下技術措施,
1. 1總體結構設計
總體結構設計上要兼顧鋼(銅)絲卷、鋼(銅)帶卷(以下簡稱鋼卷)的包裝要求,打破和改造老式鋼絲打包機分離式結構,采用立式整體結構,用立式機架將鋼卷駆動係統、機子(打包不)傳動係統、升降調整係統和自動出料係統組合為一體,要求各係統之間排列清 晰、便於裝拆維修,又極大地提高了整機強度剛度,還為今後配備自動進料係統形成包裝生 產線留有餘地,總陣結構示意如圖1所示、
1.2防擺裝置設計
在鋼卷運行軌跡的上部橫藏麵內設置堅直防擺門,在其下都設置前後水平防擺輯,以防 止鋼卷在運行過程中左右擺動,根據實驗觀寮,費卷的左右擺動將使包裝帶的張力増加從而 造成斷帶,給打包帶來困難
由斷帶原因分析可知,包裝帶中麻帶強度大大高於浸燭牛皮紙強度,且浸燭牛皮紙與導 帶杆、調帶叉之間的摩案阻力又大大低於麻帶與導帶杆和遍帶又之冋的廉擦力.報據上述特 點,我們在送帶桂子上的不同位置分別設置了紙帶調緊裝置和麻帶調緊裝置,兩帶同時從導 帶杆上送出,如圖2所示.
J. 4變位結構設計
為實現包裝機的多功能、多用途特性,要求防擺裝置、棱子升降裝置、托輾驅動裝置、出 料裝置等均需進行調整,本機釆用變位結構來滿足此要求,
根據可靠,適用的原則,本機采用電機驅動,傳動形式分摩擦傳動、鏈條傳動,鼻施傳動等幾種,根據對打包工藝過程的分析,銅卷驅動和棱子駆動都釆用廉寮傳動.
眾所周知,廉擦傳動的主動力來自被驅動物建,由於包裝機工作的特殊性,銅卷的質量 雖大,但其接觸表麵塗有防德袖,因而使廉擦力降低造成“打滑而打包環接觸處雖無袖. 但其質量太小,與駆動庠擦輪之間幾乎是點接觸.老式鋼絲打包機不得不使用皮帶施壓使打 包環產生足夠的廉擦力矩而運動,在本機設計中,針對不同的駆動特點,為了提高設備的可 靠性,我們分別作了理論分析和實驗研究,根據不同情況釆用了不同的驅動形式.
2. 1托耦傳動係統
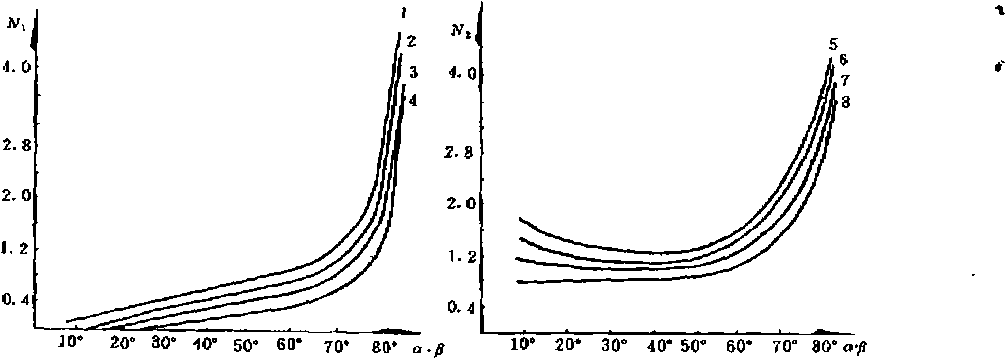
對托耦傳動係統,我們釆用了圖3所示變位結構•
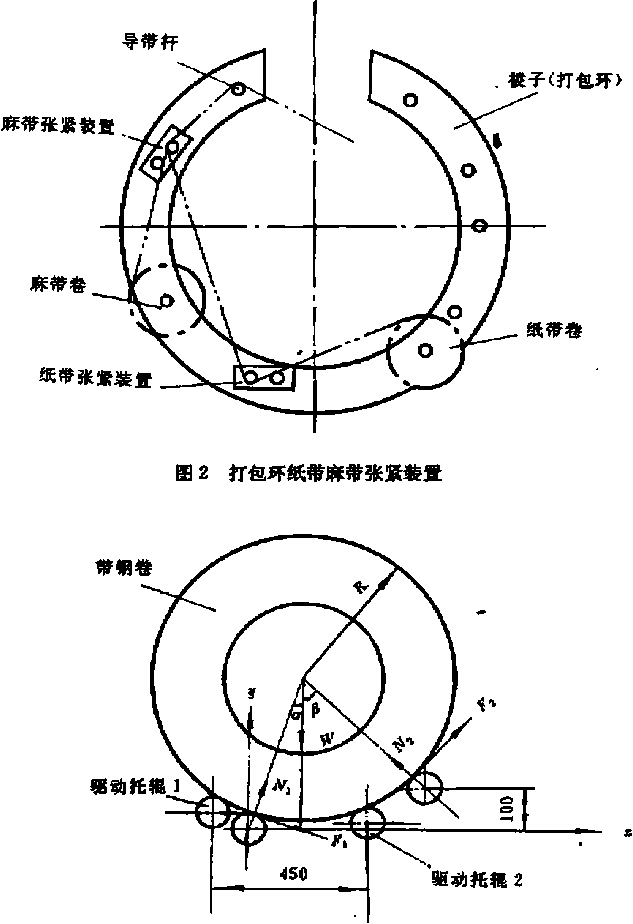
圖3可沿水平、受直兩個方向調螯的驅動托輻
鋼卷摩擦傳動力矩大小主要決定於下列因素:<1)鋼卷本身的重量和直徑大小】〈2)兩 托耦之間的相對位置,即,、F角的大小* <3)托樞表層材料與鋼卷之間的摩擦係數・它們之 間的關係如下,
設F1、於1、M和F/、M M分別為左右托輻對鋼卷的最大靜滑動摩擦為,摩擦係數和法 向反力,w和&分別為鋼卷的重量與半輕,則根據靜力學平価方
經過分析計算可知,在摩擦係數一定的情況下,分別討論。=F《對稱情形》和崢。《非 對稱情形》,得到了 N1、白二隨a、夕的變化規律:① 當a=jB, M、M都隨#増大而増大, 如圖4所示.伝)當崢歸*隨A增大而增大,M卻隨月增大而略有減小,隻是變化趨勢比 前者緩和一些,如圖5所示
 |
|
圖4 |
<>=#時站、皿改變規律示意圖 |
||
|
注,曲線> |
--------- -- 0-1 |
曲線5— |
—/j=/2=0. 4 |
|
曲線》 |
---- fi =J"w = 0-2 |
曲線6— |
—fi =/a = D. 3 |
|
曲線3- |
-- 打=允3 |
曲線7— |
—/1-=/2=0. 2 |
|
曲線女 |
--- 亍】=人=。.4 |
曲銭8— |
—/1=亢=(1 1 |
22極子傳動係読
禳子傳動仍然采用摩擦傳動,但棱子質量輕、運動速度快、啟動加速度大,根據包裝工 藝要求還設有開口,因而給棱子的啟動和保持運動籲穩性都帶來一定困難,
為此,首先改造老式鋼絲打包機用皮帶加壓來増大庠擦力矩的方法,改用從動輪通過偏 置翹拴施壓的方法,由於不需克服皮帶與棱子接融麵的滑動摩擦力,從而減少了阻力矩•其 次,為克服稜子開口通過驅動輪時造成的振動,采用了多輪定位和多輪非對稱的驅動方式,如 圖6所示•運行實踐表明,在打包過程中,棱子運行平穩可靠,無打滑和擺動現象.
2.3梭子開降係統
為適應鋼卷多品種規格,均需將校子位置調整到通過鋼卷中心,采用雙螺旋機構同步驅 動方式進行調整,如圖1所示,
2.4出料係統
為減小包裝工人勞動強度,配備了自動出料係統,將已包裝好的鋼卷自動頂出,頂出機
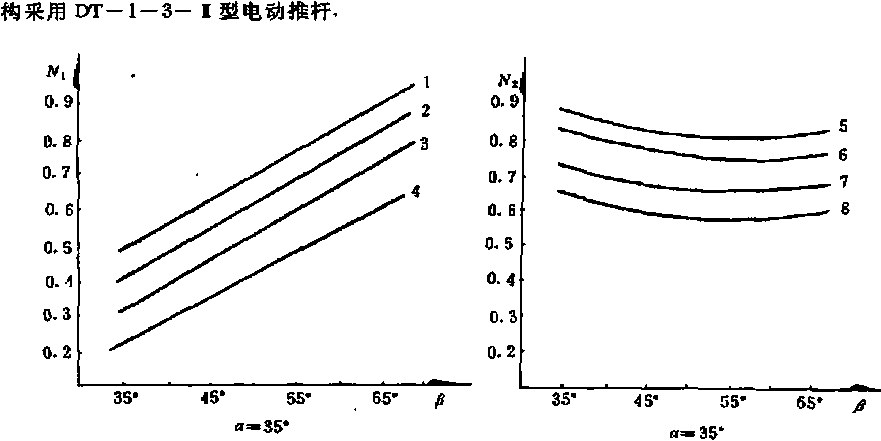
圖5 6=8吋M、M改變規律示意圖
|
注:曲線1— |
—1 |
曲線 &--- A **/2=0- 4 |
|
|
,曲線2— |
—力=於£=*丘2 |
曲線6- |
—fi^=f2 = 0- 3 |
|
曲線3— |
—3 |
曲線7— |
—fi =f2=0^ 2 |
|
曲線4一 |
—fi3=/a=0- 4 |
曲線8— |
—/1=/2==0. 1 |
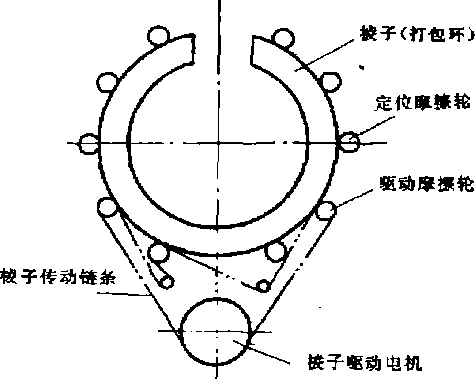
圖6棱子挎動係統 •
傳動參數是包裝機的雄點之一,也是決定鋼卷包裝成功與否的關鍵問題.選擇運動參數 時,考慮了下列幾方麵因素*
3- 1托輾轉速
合理的托輾轉速可防止鋼卷擺動造成的斷帶與角裂現象,也可避免打滑現象,如托輾轉
速過高’則啟動加速度也愈大,從而使啟動時需要的摩擦力矩增大導致打滑,
3.2棱子轉速
合理的棱子轉速能促使運動平穩,成少運動慣性從而厲少衝擊,以增加摩擦輪的壽命,實 驗也證實’棱子轉速合理,對提高啟動性能,祛小紙帶、麻帶張力,解決斷帶問題都有明顯 的作用,此外,還由於棱子上裝有紙帶、麻帶等包裝材料卷,它們都是單向約束的慣性物體, 過高的棱子轉速會造成材料卷鬆散,甚至滑出張緊導向裝置,從而影響可靠性和打包質量, 3.3校子與托輾的轉速比
合理的棱子與托棍轉速比,直接影響包裝帶重疊量和包裝效率,實驗證實,其值對包裝 緊度也有很大影響,從而影響包裝外遡質量和防傍效果,
通過理論分析和實驗研究,我們最後采用的傳動參數如下:
托幅轉速"ft = 3d rpm
棱子轉速吸= 187 rpm
關於棱子與托轆的轉速比,我們首先按重疊量要求計算,
設包裝帶寬度為IDQmm,則毎纏一圈的實際有效長度為乙=100—譬。67 mm,而托輻 轉一圈,鋼卷運動的弧長為(設托幅直徑為012。mm) S = g=3+14X 12。=377 mm,則理論 傳動比—壬=薛5 63・綿合考慮托輻和棱子的轉速,通過實驗,最後取棱子與托権的傳 動比為£=5. 5*
包裝材料的選擇與便用主要考慮下列因素,
- 目前工廠的實歸便用情況及包裝材料的經濟成本’我們仍沿用工廠使用的浸燭牛皮 紙與麻帶.
- 包裝材料要具有較好的防水防濟性能,並具有一定的機械強度,
- 包裝帶寬度不能過大或過小,其寬度盡可能與鋼卷弧長一致,要避免造成過大的 “弦”,否則,將產生"角裂”甚至斷帶現象,
- 實驗也證明.也可釆用其它包裝材料,如編織帶、塑料帶等,
- 各種材料的張力強度是不同的,且運動過程中張力隨位置變化・故紙帶和麻帶應分 別安裝在不同位置,且用不同的張力調紫裝置調整其張力大小,如圖2所示•
- 盡可能使包裝帶兩條邊的運動方向與鋼卷中心線平行,並保證紙帶、麻帶同步纏繞.
鋼卷屬短期防鏽範圍’防傍期一年,對此,采用了帶油包裝和不帶油包裝兩種方法進行 實驗.
5. 1帶油包裝實鴕
鋼卷包裝前整卷另人油池中浸以防鏽油,另出滴幹後,用浸燭牛皮紙和麻帶在包裝機上 進行整體包裝,紙在裏層,裝在外層’實驗表明,無論包裝質量或外觀都優於手工包裝.隻 要運輸和庫存中包裝帶不被強行破壞,則外部水分就不可能浸襲鋼卷內,從而保持一年內無 帽斑,實驗還表明,如在外部再包一層塑料薄膜,則密封作用更好,
5.2不帶油包裝實驗
鋼卷省去浸油工1,用汽相防潮紙代替浸燭牛皮紙進行包裝,不僅包裝工藝簡單,而且 外觀質量更好一些,但材料成本略高一些・
我們認為,上述兩種包裝方法均可達到鋼卷防鏽和保護的目的,兩相比較,還是采用不帶油包裝為好.
多功能卷材防憐包裝機已在生產中福到應用,實踐表明,該機運行可點,操作維修方便, 是包裝鋼銅帶卷、銅銅絲卷、電線卷等卷材的實用新型產品,它對減輕工人勞動強度、提高 企業經濟效益和社會效益都將起到一定作用,如配上自動上料係鴕就形成一條機械包裝線,效果就更為理想。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:對兩種粉料包裝機性能的分析與改進
- 下一篇:高速半收縮包裝機的開發
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器