谘詢電話
ENGLISH0755-88840386瓶用無菌包裝機
發布時間:2020-07-22 17:18:24 |來源:網絡轉載
1瓶用無菌包裝機的特點
食品的無菌包裝,是近年來迅速發展起來 的新包裝技術,國外被廣泛用於牛奶、果汁、果 醬等食品的包裝中。
在無菌包裝技術發展的第一階段,使用的 包裝材料都是成卷的複合膜,片包裝時一般采 用浸潰的方法把平麵狀的膜、片浸入HQ,液 池中殺菌,再通過漂洗,幹燥去掉膜或片上殘留 的H&,再在機器內通過熱變形或折疊熱合製 成包裝容器,用卷狀材料製作無菌包裝容器殺 菌工藝難度小,機器較簡單⑴但是這類包裝材 料僅一次性使用,廢棄後會帶來環境汚染因 此,國外正在開發研究采用可多次使用的瓶作 為包裝容器的瓶用無菌包裝機。
用瓶來進行無菌包裝,比起用卷膜成形有以下特點:
⑴ 瓶子內外表麵殺菌難度大如用浸潰方 法殺菌,HQa的殘留大,瓶內難漂洗且藥液不 易在短時間布満瓶內表麵所頃要另外探尋合 適、可靠的殺菌方法。這種方法要比對卷膜包裝 材料的殺菌複雜得多。
(2)由於瓶子體積大,輸送致使輸送機 構寵大複雜,內部空間必然増加,於是機器自身 的殺菌也成為不易解決的問題。
〈3)由於以上原因,需要配量一套複雜的氣 源,閥門和管路係統來控製機器在自身條菌和 正常生產時所用的各種介質(例如冷、熱無菌空 氣,水蒸汽,HQz蒸汽,諷氣等)的合理流動。
本文主要就以上三點以一台筆者參與的 國外瓶用無菌包裝中試樣機為例,介紹這一技術。
2機器的生產流程
機器的平麵配量如圖1,洗淨的空瓶或新 瓶由輸送帶送至全密封的包裝機中,瓶由PP 塑料製成,容積1000ml,瓶身斷麵為長方形首 先在空瓶殺菌鄢位對瓶內、外部殺讀,然後對空 瓶充氣,以防止食品氧化權裝後再次對瓶頂瞭 充気,蠢後蓋上鋁一聚乙怫複合材料衝製的蓋 熱封口後送出機外。整個機器自動化程度很高, 工效為每分鍾100瓶。
下麵分部位對機器結構及主要工作參數作 進一步介紹。
21空瓶條菌裝置
空瓶由鏈板式輸送器送入機內接著由上 下配量的輸送螺杆〈見圖2)把瓶分成等距離間 隔繼續輸送然後,輸送鮭條4將瓶改變方向 成排地沿瓠形導板2送入殺菌機的瓶罩中。
瓶在瓠形導板上升運的同時,首先由兩排 噴嘴8噴出112。左右的熱空氣,將瓶預熱接 著由兩排噴霎5噴射HtOa與熱空氣的混合氣 〈溫度80C),完成對瓶外部的殺菌每個瓶的 HsOt 用量約 0 4ml
空瓶進入瓶罩後,瓶口朝下,殺菌機內間歇 地逐漸向出口端移動。間歇運動的節拍為5 4 秒,瓶的靜止時間4 05秒當瓶處於每一節拍 的靜止狀態時•瓶下的移動托板(見圖3)帶動 噴管上升,插入瓶中依次對瓶內進行予熱、殺 菌、吹淨和幹燥。整個處理共有12個工位,它們分別是:
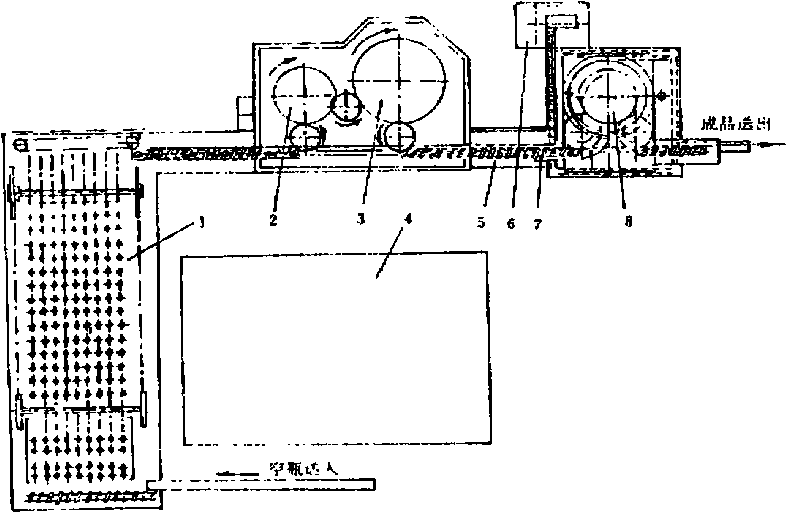
S9 1瓶用無普包*1配量平1SSI
- 一空販殺菌裝畳2-空瓶充兼裝量3一濯裝裝置
4一氣源及閥門站5一頂隙充候位置6-衝董機7—放董部件8-熱舍封鹽裝畳
是對人體有害,甚至會致癌,所以現在國外正在 研究其它的替代HQz的方法,且主要集中在 對過熱水蒸汽殺菌效果的研究⑴,但未進入實 用階段*殺菌後的HQ,廢氣,如直接排至大 氣,會造成汙染,因此包裝機的排氣口處•裝有 多個空氣淨化器(圖2)
能伸入瓶內的可忡縮噴管的結構對瓶殺菌 吹淨幹燥的影響很大通過對多種型式噴嘴的 試驗,實際使用的噴嘴結構如圖3它由內外管 組成。內管焊在與機器固定的總進氣橫管上,外 管可以在移動托根帶動下作上下移動伸入瓶 內外管頂部開有四個缺口,在缺口距頂部約 6mm處娘焊入一片中部有孔的反射片頂端缺 口處的四個齒向內彎曲呈錐狀工作時移動托 根在凸輪機構帶動下使整個108根噴管同時伸 入瓶中,從內管進入氣體向上遇到反射片後,一部份從下方缺口噴出,一部份穿過反射片中部圓孔,在頂端四個彎曲齒作用下均勻向四周噴出,保證加熱、殺菌的均勻。
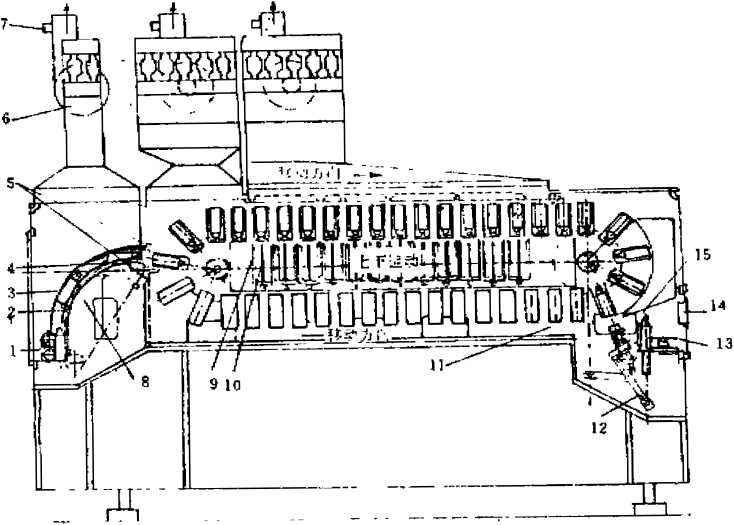
1 一送瓶螺杆2—導向板3—上護板7—排氣計量器8一熱空氣噴嘴
一反射片2-夕圍3—內管4一移動托很5—總進氣攢管
回轉台上共有8個可升降拓板,瓶進入拓 板後隨會旋轉的同時,台下的滑道將瓶升起,上 方的氮氣管指瓶內,保證流入的氮氣從下至 上將空氣趕走。
充氮後的空瓶立即進入灌裝工位。瓶隨回 轉台上均布的12個拓架一起轉動,但並不上 升。托架下方的杠杆與力傳感稱量係統相連當 托架上有瓶時,瓶重量反映在稱量係統中、麗裝頭才會打開,保證無瓶不會充料,送到灌裝蕙量 後,閥自動關閉。灌裝閥的開閉是由電動機通過 螺杆帶動一個錐形閥來實現的這種結構簡單, 易清洗,是無菌包裝所需的同時這種閥容易通 過與力傳感器相連的控製係統自動操縱和由計 算機按重量調整灌裝量。由於液料從距瓶口一 定高度注入,使用這種閥對易起沫的食品有溢出的危險。
23項隙加氮和封口
灌裝後的瓶從回轉台換至螺旋輸送器後, 從一頂部布置有噴嘴的通道中通過,對瓶的頂 映再次充氮。
瓶在繼續輸送的過程中,通過放蓋機構把 由機器自備的衝蓋機製作的蓋放在在瓶口上。
瓶蓋材料是鋁和聚乙烯複合帶(AL120p/ PE70Q,予製成寬60mm的卷狀。小型衝壓機 從帶上連續衝製出淺碗狀的蓋子,蓋先從一垂 直通道向F移動,然後被撥杆送入裝有水平螺 杆的隧道中”在這裏蓋受到從四周噴入的 E01C的HQe和熱空氣混合氣作用而殺菌。 HaOi 用量為 30〜40mL/min。
這種由機器自己製蓋的工藝使用的衝壓設 備簡單,蓋容易排列使用的複合鋁蓋重量輕, 熱合封口方便。調試中岀現的問題是,由於鋁蓋 剛性很差,在輸送過程中易變形卡住,影響機器 正常工作。
置放了蓋的瓶進入回轉式封蓋機,通過10 個隨動熱封頭封口,包裝完畢的瓶由鏈板式輸 送器送出機外。
3機器生產前的準備
要保證無菌包裝,整個機器在每次較大冋 隔停車後再次生產之前,或者機器密封空間被 開啟,都必須要對所有的管道,機器內部空間進 行極其嚴格的消毒殺菌,才能保證產品質量。筆 者從參加機器的研製、調試中感到,這正是瓶用 無菌包裝機最複雜和最焼之處。
包裝機從開機運轉至準備完畢,要持續2 個多小時,依次有如下一些步驟:
3-1清洗產品料箱和灌裝閥
清洗分為五步冷水預冼;(2)601磴液 衝洗43)冷水中性衝洗;(4)60t:酸洗,(5)冷水 最後衝洗-
對灌裝閥清洗時,除了洗閥的內腔通道,還 要洗閥口外部周圍區域因為正常生產時,閥口 的外端麵會滅上產品。靠流徑閥體內部的洗液 是無法洗到閥口外部的,這就要專門在毎一灌 裝閥處都設置一套可轉動的清洗噴疇。正常生 產時,此噴嘴移至閥的側邊,不彫響灌裝,清洗 時轉臂將噴嘴轉來對正閥口,將灌裝時可能就 在閥口端麵的殘留食品衝走。
3-2無菌空氣過濾器殺菌
整台機器在準備階段和生產過程中需要大 量的無菌空氣,它由無菌空氣過濾器來提供,過 濾器安裝在氣源與閥門站內(圖1)。機器運轉 時,首先就需對此過濾器進行殺菌,才能為後麵 工序提供無菌空氣。殺菌的方法是通過閥門站 中有關閥門的正確開閉,把外部供給的高壓蒸 汽通入過濾器及流通無菌空氣的管道中,使其 加熱至13DX:,持續21分鍾保溫,卸壓後即可 進入使用狀態。接著利用過濾器自身產生的無 菌空氣,對被加熱殺菌後的管道,閥門吹洗,以 排除礙水,持續約8分種。
33包裝機自身殺菌
機器正式使用前,各部件表麵機內空間都 必須經過仔細認真地殺菌殺菌方法仍是用 HQ?氣體熏蒸HQ,貯存在專門液箱中,由泵 抽出後經噴嘴霧化在進入條菌部位前再用高 溫蒸汽經管式換熱器汽化為防止HQ?藤汽 在機內凝結,熏蒸前需要對機器予熱,加熱介質 是由氣源閥門站自己產生的無菌熱空氣。由於 整台機器體積很大,需熱多,予熱隻要求達到 381,而且是逐次對每個部份予熱,順序是:封 口機,灌裝機,瓶殺菌裝置,充氮氣管路和機器 內腔,緊接著依次對上述部位用HQ,殺菌,然 後用無菌熱空氣將剩餘的HQ,趕走,同時起 幹燥各部位的效果,最後用無菌冷空氣將機器 冷卻至室溫。
從上述過程可知,機器生產前的準備工作 很複雜,耗時多,因此機器在作好準備工作之後 絕對不能隨童打開的,否則一切又需從頭做起 生產時瓶在輸送過程中有可能發生傾倒、卡住 等一些小故障為了及時方便地排除故障而又 不破壞無菌氣氛,機器在予計可能出現故障各 55處傍邊的透明密封側板上開有直徑150mm左 右的孔沿孔口用壓板密封固定一隻長橡股手 套,人的上饗都可以伸入。當機內出現故障時, 可以隔著手套觸摸機內物件而不會擔心外界細 菌襲人,無故障時,從孔口把手套拉岀機外,就 不會防礙機器運行。
4氣源和閥門站
從上述可知,機器予殺菌處理和正常生產 時,很多管道既要通冷熱無歯空氣,H/O,蒸汽, 又可能輸送產品、煞氣,這就需要一個閥門係統 來控製,且各聞之間相互十分協調地開閉這套 閥門管路圖見圖4筆者所見,這套係統是在多 次試驗修改後才定下來的。
圖中右上角為外部供給的高壓過熱蒸汽, 壓縮空氣和銀氣的入口。
壓力為6X106Pa的高溫蒸汽的用途是: (1》在機器準備階段對無菌空氣過濾器及管路、 阿殺菌在機器準備階段和正常工作時作為 對殺菌介質HQ,加熱汽化的熱源。
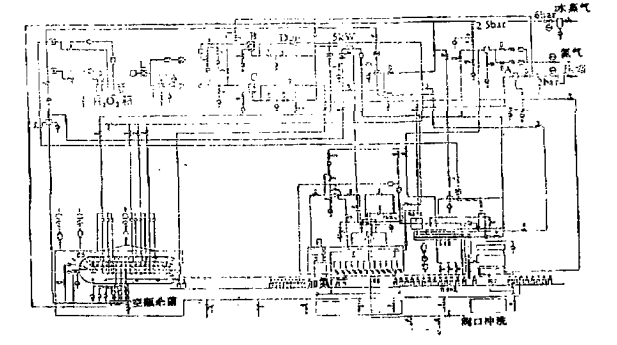
圖 4
壓力為2 X105Pa的壓殖空氣引入後,經無 菌過濾器A(圖4)過濾,在機器自身殺菌和正 常工作時對HQ,液體起噴射霧化和運送作用機器所需的低壓冷、熱無菌空氣是經圖4 上方的風機E鼓入後分成兩路而分別製得的 上麵的一路空氣經無菌過濾器B過濾後,由功 率為24kW的熱風器加熱,用在機器自身預殺 菌時對機器預熱,殺菌後幹燥:在機器正常生產 時對瓶予熱和吹洗經HzOz條菌後的瓶下麵的 一路空氣經無菌過濾器C過濾,不再加熱。成為 常溫無菌空氣備用。它除了用在機器自身殺菌 後的冷卻,另外一個盤要用途是在機器正常生 產時將其吹入機器內部空間,以形成一個比外 界稍大的壓力,保江祝器進出瓶口這二處對外 開敞的部位總有一股從機內向外吹出的無菌氣 流,以阻止外部帶菌空氣的襲入。
在這些閥中,所有控製無菌介質的閥,要求 閥內空間與外界空間不應經移動閥杆的間隙而 有連通,以防止細菌侵入為此應使用待殊的無 菌閥,它在圖4中的代號比普通閥在閥杆處多 畫一弧線•無菌閥是通過在閥杆處安裝一分隔 膜片來使閥的內腔與外界完全隔離的。
為了保證各閥的正確開閉,專門有一台計 算機按於先編製的程序對閥的狀態作控製由 於篇幅所限,本文不能逐一將各工況時各閥的 開閉狀況作詳細介紹。
5無菌狀況的檢驗
設計時盡管按予定設想在機內布畳了機器 自清洗、殺菌和包裝瓶殺菌的設施,擬定了殺菌 工藝規範,但殺歯效果如何,還要通過試驗來驗 證,這是研製無菌包裝機必不可少的環節。
5 1機器自身殺菌效果的檢驗
如前述,在包裝機內設量有多個噴嘴,對機 內空間和機器零部件進行殺菌。但各位置HKh 的濃度可能會不一樣,還可能出現作用不到的 死角或有被遮檔的位置,所以要進行殺菌效果 檢驗具體作法是<
- 製作菌條,把粘膠帶裁剪成約長 20mm,寬5mm的條,將條整齊地貼在玻璃板 上,然後用專用噴霧裝置在膠帶表麵噴上予先 培養好的歯液•細菌使用曲黴屬菌 (aspergillus),並且菌液的細歯濃度分別製成為 每毫升歯數為10\104和1小三種通過畫在膠 帶端的顏色可以區分噴的是哪種濃度的菌液。
- 擬岀機內預計殺菌可能會不徹底的測 點,並依次編號,打開機器可卸側壁,在各測點 同時貼上不同濃度的帶菌膠帶重新封閉機器 後按殺茜程序殺圖
- 打開側壁,用攝子按無食操作把殺菌後 的歯帶放入裝有培養液的試管中。操作時注意 試管編號與測點號相同,編號書寫顏色與標記 茹帶細菌濃度的顔色一致。通過試管在恒溫室 培養後還有無菌株來判斷殺菌效果。
- 在機器生產運行時還要檢査機內空氣 的無菌狀況。辦法是從機器側壁予定的孔插入 抽管,微型手持式抽氣機抽出的氣體經培養液 浴洗過濾,液中就留下空氣中可能殘存的細菌, 經培養亦可判機內空氣是否帶菌
52包裝瓶內外殺萌效果檢驗
在瓶外側的不同部位貼上上述不同濃度的 菌帶,在機器處於生產運行狀態時把貼帯的瓶 送入機內,經曆全部流程。當瓶從出口送出時, 及時取下菌帶,放在試管中培養以判斷殺菌效 果
瓶內殺歯效果的檢驗,不再采取貼菌帶的 方法,而是讓自然帶歯的空瓶進入包裝機經曆 全流程但不灌裝,在封口後送出。將已封口的塑 料空瓶在無菌操作台上用境紅鐵針剌一孔,注 入約100ml培養液,再用鬆香,樹脂配製的封口 劑把刺孔封住。然後將瓶連同培養液以不同的 存放狀態培養以判斷瓶內和瓶蓋的殺歯狀況, 為全麵評價,每次試驗要作約500個瓶,工作量 很大。
無菌包裝機的上述檢驗常借要多次反篡進 行,這就可以想象無菌包裝機的研製是十分細 致複雜的工作,它要求工廠配備一個完整和龐 大的生物實驗室,這是一般工廠難以做到的。所 以即使在聯邦德國這樣發達的工業化國家館 研製開發無菌包裝機的公司並不多。
文章來源於網絡轉載,侵刪
- 上一篇:美國包裝機械最新發展動態
- 下一篇:淺談無菌包裝技術及無菌充填包裝機
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器