谘詢電話
ENGLISH0755-88840386全自動真空包裝機氣動係統設計特點與原理分析
發布時間:2020-07-22 17:34:05 |來源:網絡轉載
前言:作者參加了某廠對引進的意大利OPEMF200E-V210全自動真空包裝機(或稱生產線)消化、吸收國產化設計工作,受益匪淺,該機是葉光、機、電、氣於一體的高新技術密集型產品,綜合了自動機械、計算機控製、傳感檢測、氣壓傳動、數控技術、控製工程等多學科的最新成果.能對顆粒狀或粉末狀散料用鋁舶——聚乙烯等複合材料進行高速、高效、高質量的自動真空包裝,稱量準、柔性大,是我國目前使用的同類包裝機中最先進的機型•本文僅就其氣動係統的組成、原理及特點進行分析•以供新型國產包裝機氣動係統的設計研製以及新型氣動元件的開發、研製、創新作為借豎.
1真空包裝機的工藝流程和對氣動係統的要求
1.1真空包裝機的結祠
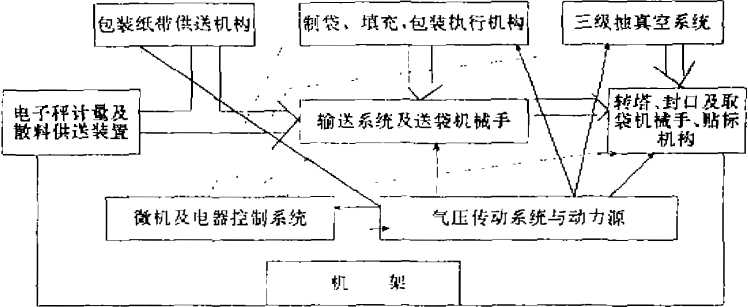
原機依布局可分成定量裝料機組F200E和真空封口機組V210兩大部分,機組之間由傳送帶、機械手聯結,按功能可分成九個組成單元(圖1).
- 2真空包裝機的工藝流程
按包裝過程中包裝紙帶、散料及料袋的流向和機械、氣動執行件的操作動作,工藝流程為;料鬥進料f電子拝粗、精稱料f定最岀料一奉引送紙一縱封口製袋—裝裝->窩形—橫封口製袋(留抽氣口)f切斷f折邊f頂袋f夾袋->扶正->推袋一機械手送袋進真空封口機真空室一分級抽真空-熱封抽氣口f機械手取袋f成品輸岀。
1-3總體設計對氣動係統的要求

總體設計時,考慮整機工作對氣動係統的要求是氣缸執行元件要完成料鬥進料、電子拝粗、精稱料、定量出料、裝袋、切斷、折也、頂袋、夾袋、扶正、推袋、取袋等動作'氣齟動作循環節拍與整機工作循環節拍一致;功作平穩,巨動參數、動力參數滿足工藝要求.並具有良好的可調柔性和無汙染、噪音小及結構緊湊、安裝維修方便優點.
2氣動係統的設計與工作原理
2<1氣動係焼的組成
根據真空包裝機總體設汁要求,氣動係統分製發與定成裝料機組和抽真空封口機組兩部分分別由多種氣缸執行無件、氣動控製元件和氣動軸件組成,共用同一個氣源.
2.2氣源
壓縮室氣由動力管路或由單獨配置的小型空壓機供氣經球閥、分氣盒分流送岀壓縮空氣、係統工作壓力為7MP..
2.3製袋與定魚裝料機組(F200E)氣動係統(圖2)
該部分氣動元件全部為無給油潤滑元件,因此壓縮空氣的淨化處理隻使用了過濾器、減壓閥組合件4與6.
2,3.1料鬥進料由料鬥進料氣M8控製啊門、間敗工作.常態時關閉、當料位傳感器指示出最低料位時,氣缸動作,閘門開啟,由料倉向料鬥進料.當指示最高料位時,氣缸複位,閘門閉合,即停止進料.
2.3,2稱量進料該機有兩台高蒂密級電子秤,相繼掄流工作、每台秤上冇兩個咽門,一個粗進料,一個精進料,以控製稱取量、因此共用了四個稱量進料氣紅9和四個二位五場電磁氣動換向閥10/1—10/4,
2.3.3定量出料'兩台電子秤稱取好的散料先分別暫存於兩個中間小料鬥中、由氣動閥10/5與10/6控製定量出料氣缸1L並通過釵鏈機構操縱各Ej的料門開啟、輪流工作,便稱好的散料落於集料鬥中備裝袋用'
2.3.4裝袋在電子秤稱屈的同時,由機械傳動的送紙機構將包裝紙帶通過成型器牽引成筒狀.並由縱向電熱熱封器將中縫黑合,窩邊機枸進行窩邊,又經電熱橫射器進行橫向熱合,完成製裝過程•這吋裝袋佩門氣缸12由氣動閥H控製將佩門迅速打開.依集料鬥中的散料落於袋中.処後閘門迅速關閉•因此氣路中設置了四個快速排氣閥丄3。
2.3.5切斷裝袋完畢,位於橫封器中間的鋸尚形切刀在切斷氣缸的作用下,將充満倣料的料袋橫熱封部位從中部切開使上下料袋分離由於橫封器的特殊設計,使得落下的料袋頂部熱封部位還罰下小段未封合的抽氣口,而上料拔底部則全部熱合,又可並續進行卞次的裝袋和切斷工作.切斷氣虹是由氣動閥17/2控製,為了能調整切斷的退回速度,不發生硬性碰撞,氣缸出氣處設置了一個単向節流閥〈阻尼器),起緩衝作用
2.3.6折邊在切斷的同時為了使袋底熱合的橫縫緊貼袋底設置了折邊氣虹18,它驅動析邊板進行析邊操作•折邊氣缸由氣動閥”/2控製,為調整祈邊時的工藝速度,冋路中設置了西個單向可變節流閥進行岀口節流調速使氣釘進、退速度都可方便地調整為所需大小.
2.3.7傳送經折邊後的料袋需經傳送帶送往真空機組進行抽氣一因此該機蛆上還設置了頂袋氣虹20,將料袋按所需工作節拍逐個地頂至傳送帶上,此氣虹由氣動術17/3控製%由於工作行程較長,為了提髙近回速度,氣虹出氣口設置了快速排氣閥21.
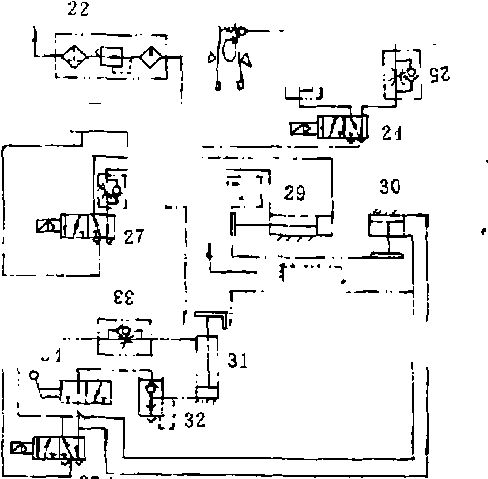
2,4抽真空封口機組CV2J0)氣動係統(圖3)
由於抽真空前物料袋隻留下一小抽氣口,不會受到氣動閥排放油霧的汙染影響為降低設備成本、延長氣動元件的壽命,因此本扒組釆用了有油潤滑氣動元件,壓縮空氣經分氣盒分流後,通過過濾器、減壓閥、袖霧器組合的二聯件22處理後.送在各氣路.
2-i-1夾袋由傳送帶輜送過來的袋料先在傳送帶上被夾袋氣缸30拍打一下,並夾持一定時間,使輸送中可能歪斜的袋料位置挾正.同時防止傳送不暢吋,可能出現的多包料袋同時進入提升機造成堵塞.
2.土2推袋經過扶正的袋料由傳送帶送入滑道後,由推袋覽31推上提升機.夾袋氣虹與推袋氣缸均由氣動閥27/2控製,且同步動作.為了便於排除可能岀現的堵騫,氣路中增設了手動兩位三通氣動閥31和一個快排閥32.一旦出現堵塞,可以手動操縱此閥,使推哭氣缸31迅速退回,以取出堵塞的袋料.
2.4.3扶正在推袋進行的過程中,扶正缸29前行,把轉向運動後位置不正的袋料扶正,以順利進入提升機的提升板上扶正缸由氣閥27操縱
2.4.4取袋被提升後的袋料經推裝機械手,逐個地送入抽真空封口機組的回轉式的真空室中,經過八個工位的轉位、逐步完成袋料的分級抽真空、熱封抽氣口以及真空室通大氣、真空室開門等動作在最後一個工位上由取裝氣覽操作取袋機械手的夾鉗機構將成品從真空室取岀.然後經傳送帶送離機組、自動完成整個包裝全過程取袋氣缸由兩位五通氣動閥24控製一為了控製夾鉗夾取速度,氣路叩設置了兩個單向節流氣閥25(阻尼器),以防止衝擊,取袋氣亂設計成緩衝氣缸為
3氣動係統的特點
3.1氣一電結合

 由於氣動係統采用了微機控製技術,取代了傳統的由氣動邏輯閥組成的氣動邏輯控製回路,或由繼電器組成的氣動揑製係統.則使氣動回路的設計大為簡化.雖然真空包裝機動作複雜,執行元件數量多.但氣動回路卻並不十分複雜、該機是以微處理機為核心.來控製整個工作流程,除了控製魏封溫度、每分鍾包裝袋數、調整料袋的包裝尺寸、以及對溫度異常、斷紙、映紙、機械故障、電氣故障等報警外,還通過光電碼盤、凸輪式程序控製器實現與機械係統和電氣係統的同歩,各執行元件的動作協調技需按工作循環圖的要求輸入所需程序.便能自動實現.由於微機功能全、控製速度高,控製精度高、揑製程序靈活、輸入輸出容量大,因而工作可靠、柔性高、適應性廣.
由於氣動係統采用了微機控製技術,取代了傳統的由氣動邏輯閥組成的氣動邏輯控製回路,或由繼電器組成的氣動揑製係統.則使氣動回路的設計大為簡化.雖然真空包裝機動作複雜,執行元件數量多.但氣動回路卻並不十分複雜、該機是以微處理機為核心.來控製整個工作流程,除了控製魏封溫度、每分鍾包裝袋數、調整料袋的包裝尺寸、以及對溫度異常、斷紙、映紙、機械故障、電氣故障等報警外,還通過光電碼盤、凸輪式程序控製器實現與機械係統和電氣係統的同歩,各執行元件的動作協調技需按工作循環圖的要求輸入所需程序.便能自動實現.由於微機功能全、控製速度高,控製精度高、揑製程序靈活、輸入輸出容量大,因而工作可靠、柔性高、適應性廣.
氣動係統的設計與計算,隻需根據執行元件的動作要求,工作程序.合理地組合各種氣動基本回路就能擬出係統回路圖然後根據其工藝參數對壓力、速度、及工作環境要求計算出各氣缸的內徑;行程和確定結構形式.根據工作壓力、額定,K8凯发登录入口、換向要求、電氣待性以及連接形式與泄漏量的要求選擇各個氣動控製閥,根據K8凯发登录入口等參數選擇氣動輔件.
3.2無給油潤滑技術
由於無給油潤滑氣缸;租氣動閥在元件裝配時預先封入了潤滑脂,囚此在不補充潤滑脂的條件下,也能正常可靠他工作,這不僅實現了食品、醫藥,、電子等行業無汙染的要求,而且便係統簡單、維修方便、工作性能穩定。
3.3小型化、集成化、種類多、節能
原機小型化氣動元件如稱量進料藏9、粧內徑僅LGmm,隻有一手指K.活塞杆為不鏽鋼.製作輕巧.動作靈活.集成化元件如二位五通電磁氣動閥10/1-10/6,六隻閥全部集成為一個板塊,成六聯閥,而崗與閥之間隻用了十二隻特形卡簧連接,用0型密封圈來密封,閥芯為聚四範乙奮工程塑料,裝拆、維修極為方便.根據需要也可璽裝成二應、三聯閥…等,結構新鏡,很有特色.複合化的氣動元件如該機氣動回路中所有的單向節流閥(阻尼器)和快速排氣閥都能直接安裝在小型氣缸的進、排氣口上,體積很小,如單向節流閥隻有30X30X16(mm)大小,使結構鬻湊、配管簡單、氣動元件的種類多,不仗表現在行程、孔徑等係列很全•還表現在安裝方式、結構、外形和材質等方麵•如剪斷氣缸15是一薄形短行程紅.其紅徑為中網,行程隻有25mm,鋁合金的紅體隻有60mm長.又如頂袋氣亂20,其活塞杆的截麵形狀為A形,工作吋活塞杆伸出不會自由回轉,則可省掉機械導向裝置,簡化了結構.省能,低功耗,表現在所有電磁氣閥的電磁鐵消耗功率均很小,隻有1.8〜3w.而且很容易與微機控製電路接口.工作可靠,這就說明密封技術很好,而且各元杵排氣口均安裝有微型消音器,工作噪音很小,不到75分貝.
3.4中間貯汽罐
由於釆用了無紿油潤滑元件,因此對壓縮空氣含水量的要求較高.設置貯氣罐以後,不仗有利於誠小氣壓波動對工作性能的影響,還由於進行了兩次過濾處理,提高了氣動元件的工作可靠性.
3.5方便
該係統的所有接頭全部為插裝式快速接頭,旦管接頭的型式和品種案,給安裝、維修帶來很大便利・
結束語
從以上的分析可知,該包裝機及其采用的氣動技術是相當先進的,是多學科交叉綜合應用的技術密集的產物.
作為現代商品生產中必不可少的,國內市場需求又披為旺盛的包裝仇械,目前在我國還璋一個新興的產業,與國外差距較大:生產單機的多,成套、成線的少;包裝工藝簡単的多,包襄工藝複雜的少;一般機械式的多,機電氣一體化的高檔、高效的少,能參與國際競爭的就更少.包裝機械的設計、製造水平實際上也是一個國家工業發展水平的標誌.為盡快縮小與國外先進水平的差距,最有效的方法就是走引進一消化吸收一創新的路子.充分利用國外的先進技術,加快產品的更新換代.開發出國內急需的高技術水平的機電氣一體化的包裝機械設備以及與之相適應的氣動元件.
氣動技術被稱為廉價的自動化技術,近15年來,美、日、德等國發展和應用相當迅速.其主要公司的氣動元件品種均在3000種以上.相比之下國內氣動元件生產無掄品種、規格、質量、性能遠遠不能滿足工業發展上檔次的需要.因此同樣需要借鑒國外的先進技術,上規格、上品種、上檔次.尤其應在機電一體化、無給油潤滑、複合集成化、小型輕型化、多功能低消耗、髙速、高精度等方麵進行攻關。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器