谘詢電話
ENGLISH0755-88840386回轉六嘴水泥包裝機係統的改進
發布時間:2020-07-23 14:11:37 |來源:網絡轉載
我rLp3M8m預分解窯生產線水混包裝係統采用BH-6回轉式六嘴包裝機,其工藝流程見圖1.自1990年3月投產試包,初期生產極不正常,主要問題是:
(1)中間倉及與冋轉篩相連的小粒子管溢料現象嚴重,兒乎侮班約有5〜10噸水泥溢出。 ,
(2)當包裝機回轉筒內料滿時,中間倉應停止卜料,但中間倉底的氣動出料閥門關閉不嚴、繼續卜料使回轉筒內料位過高,加之回轉筒與固定筒體之間密封不良、導致回轉間隙處冒旅嚴重,大量水泥灰落在包裝機各工作機構上,經常造成連接杆.肋形杆等機件損壞。
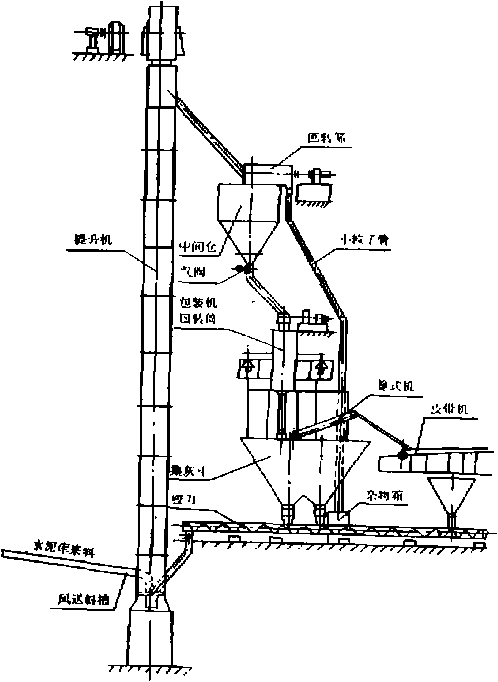
圖1包裝係統工藝流程圖
(3)包裝係統供料不穩定,回轉筒內不能保持正常料位,包裝袋重合格率低
結合我廠的具體生產實際,對該係統存在的一些不足之處.我們從工藝和設備兩方麵作了以下改進。
一、中冋倉及與回轉篩相連的小粒子管溢料問題的處理
溢料的原因是由於中間倉過滿和回轉篩能力低於提升機來料K8凯发登录入口所致.我廠水泥庫距中間倉較遠,中間倉料位控製遲後時間過K.基本上起不到控製料位的作用,常使中間倉加料過多引起溢料。此外,回轉篩能力低丁提升機來料K8凯发登录入口也常出現小粒子管溢料。根據以上情況,作了以下相應改進:
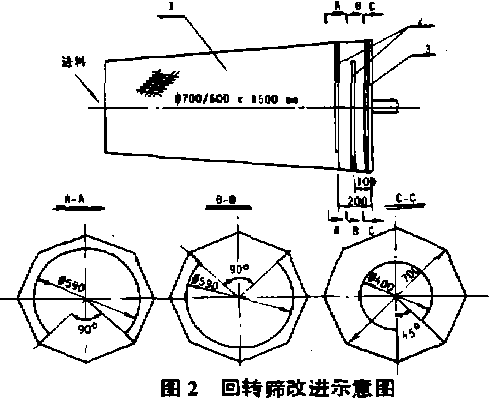
(1) 回轉篩尾部增加一道擋料圈,如圖2所示。以提高回轉篩尾部的篩分效率,減少向小粒子管的溢料"
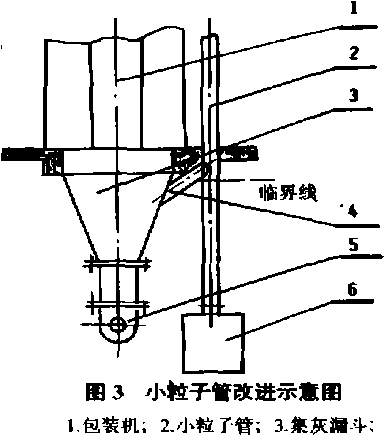
(2) .小粒於管下部增接一溢流管至包裝機下的集灰鬥,如圖3所示"改進後的小粒子管,正常情況下小粒子仍落入雜物箱內.當發生溢料時,在達到圖3中的“臨界線”時,溢出水泥即經新增的溢流管至集灰鬥內,再經回灰絞刀、提升機至中間倉,完成一小循環.由於水泥中的小粒子含量極少並定期清理雜物箱,故小粒子不會在該循環係統內循環。
冒灰的原因是四路滑閥原設計管路連接不合理,引起中間倉底氣動出料閥門關閉不嚴,不能及時停止對回轉筒加料、以及回轉間隙密封不良所致。於是作了如下改進:
1.氣動出料瀾門關閉不嚴的改進
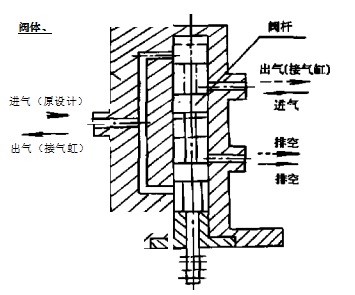
四路滑閥的結構原理示意圖及壓縮空氣管路接法如圖'4所示。
原設計管路接法的缺點是:
(1)當回轉筒料滿時(閥杆被頂起),壓縮空氣管路和外界短路,壓縮空氣大量申E空,浪費很大.
(2)當回轉筒料滿時,因氣動出料閥門接至氣缸內的殘餘氣體被封死在氣缸和管道內部,在氣閥關閉過程中殘餘氣體被壓縮而產生較大的背壓,造成氣閥關閉不夠迅速和嚴密,仍有較長時間下料。
經把原設計進、出氣管反接,改接後當回轉筒料滿時,壓縮空氣被閥杆的兩“活塞”之間的空間截斷,而僅僅隻是氣缸內的殘餘氣體通過排空管排空。從而使氣閥關閉迅速嚴密,消除了氣閥關閉狀態下的不正常下料,同時也避免了壓縮空氣的浪費.
二、回轉筒體回轉間隙處
冒灰的處理
出氣(接氣虹)
進氣(原設計)
圖4四路滑岡結構原理圖
虛線表示原圖設計接法:實線表,尺改進後的接法





2.將回轉筒內料位高度控製浮筒降低100mm
使回轉筒內料位控製高度適當降低,以減少和避免回轉筒的溢料現象。
3.回轉簡回轉間隙密封的處理
由於回轉筒體和固定筒體加工誤差等原因,個別部位間隙高達10mm,原密封填料實際密封效果也校差。為提高密封藪果,用廢舊輸送股帶在回轉間隙處增設一迷宮式密封結構,如圖5所示.增加密封結構後,密封效果明顯改善,基本消除了回轉筒間隙的冒灰現象。
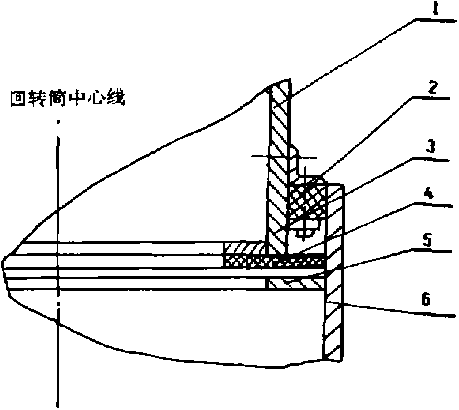
圖S回轉筒密封改進示意圖
1,固定筒體;2一原填料密封:3.支承法蘭
4.廢膠帶;5,擋料環:6.回轉筒體
三、穩定壓縮空氣壓力
由於空壓站壓縮空氣供全廠使用,進包裝機的氣壓在0.12〜0.60MPa範圍內波動.為使回轉筒內水泥呈校為穩定的流態化,在進包裝機壓縮空氣管路上增設QSL-40分水濾氣器和QFJ-40調壓閥各一隻,使進包裝機的氣壓穩定在所需要的設定值上。
此外,對氣動出料閥、控製機構等有關零部件的結構和尺寸也作了適當的調整。
以上項目於1990年底整改結束.通過以上改進及對包裝機的精心調試,取得了較為滿意的效果。小粒子管的溢料現象消除;回轉筒料位控製良好、且消除了跑灰現象;杜絕了連接杆等機件的損壞現象;包裝袋重合格率有了較大幅度的提高,由改前的月平均袋重合格率65〜75%提高到1991年度年平均袋重合格$97.7%,達到和超過了我廠內控標準95%。
包裝係統的改造雖取得了顯著的效果,但-還不夠完善。如水泥庫供料不夠穩定;收塵效果不夠理想,操作環境較差;包裝機控製機構及支承刀口等關鍵部位的動作不夠靈敏等。我們計劃將中間倉改為稱重倉的型式、提升機增設電流表等以相對穩定中間倉料位和供料;提高脈衝袋式收塵器壓縮空氣壓力(使之穩定在0.4MPa左右減少壓縮空氣水分,加強收塵器的維護等以提高收塵效果,改善操作環境;加強對包裝機關鍵部位的維護保養等、使包裝係統日趨完善。
文章來源於網絡轉載,侵刪
- 上一篇:對固定式雙嘴包裝機卸料係統的改進
- 下一篇:開發中藥蜜丸包裝機的探討
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器