谘詢電話
ENGLISH0755-88840386包裝機控製係統設計
發布時間:2020-07-24 09:30:29 |來源:網絡轉載
DPP-250 型包裝機采用了先進的氣動技術和電氣控製係統,機械結構大為簡化、降低了設備造價, 同時也提高了包裝速度。DPP-250 型包裝機適用於成型麵積較大,成型深度較深的異型物品(固體與液體)的複合泡罩式密封包裝,可應用於製藥、食品、電子、醫療器械、五金等行業。
- DPP-250 型包裝機的工藝流程
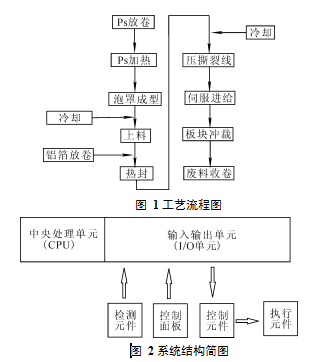
DPP-250 型包裝機由伺服電機牽引包裝材料步進,各主要執行機構的動作均由氣動元件實現,整機控製係統由可編程控製器(PLC)進行控製,實現包裝材料釋放、預緊、加熱、成型、熱封、打字、壓刃、步進、分切、廢料收卷等過程的自動化。工藝流程如圖 1 所示。
- PLC 控製係統硬件設計
- 硬件配置
如圖2 所示,硬件配置包括係統控製PLC 單元、
檢測元件(光電開關,色標傳感器,旋轉編碼器)、控製麵板(人機界麵,按鈕開關)、控製元件(交流接觸器,蜂鳴器,繼電器,電磁閥)以及執行元件(電動機,伺服電動機,加熱器,氣缸)等幾部分。
觸摸屏作為控製設備的操作界麵,接受來自操作人員的操作指令並指示設備的運行狀態,以菜單形式顯示機器啟停、功能切換、工況檢測、數據輸入與修改、運行狀態、故障報警等,使參數組態變得更為方便。
檢測元件檢測溫度、氣壓、氣動閥工作狀態、紙卷餘量、紙卷是否斷裂、以及各部分的動作完成情況;PLC 自動循環掃描各個輸入輸出點的當前狀態,並根據梯形圖程序所確定的邏輯關係更新輸出點的狀態,通過通斷交流接觸器和換向電磁閥來控製電動機,伺服電動機的啟停和氣缸、電磁閥的動作,從而完成從包裝材料輸送到產品排出全過程的自動控製。

- PLC 控製係統軟件設計
控製係統軟件由兩方麵組成:即 PLC 主控程序和人機交互界麵程序。DPP-250 型包裝機的主程序流程如圖 3 所示,首先進行程序自檢,若程序不能正常工作,發出報警信號,以便排除。接著進行手動和自動狀態判斷,若處於手動狀態,進行手動操作,若處於自動狀態,設置好相關參數後進行循環工作程序。
2.2 DPP-250 型包裝機 PLC 輸入輸出(I/O)分配
DPP-250 型包裝機工藝過程由材料釋放、預緊、加熱、成型、熱封、打字、壓刃、步進、分切、廢料收卷等幾部分組成。綜合上述控製要求,並基於整個控製係統總成本及備用點考慮,PLC 選用三菱公司的 FX1N-40MT. I/O 分配情況如表 1 所示。
表 1 I/O 分配表

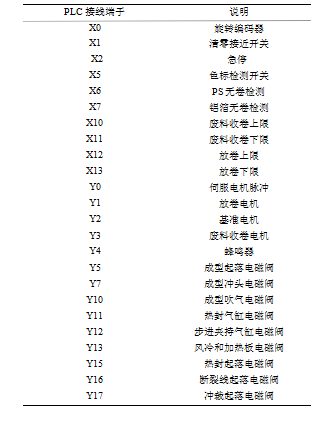

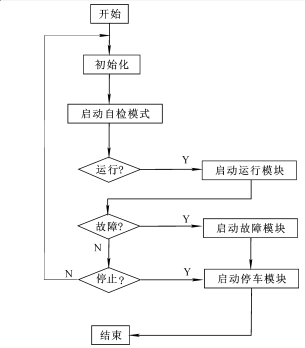
圖 3 係統控製流程圖
人機交互界麵程序完成操作人員同 PLC 之間的對話,主要是各個操作畫麵之間的相互切換和每個操作畫麵各個按鍵動作所對應的 PLC 程序的控製位。本次設計一共設計了 7 張畫麵,下麵將對其中的典型畫麵做一下介紹。
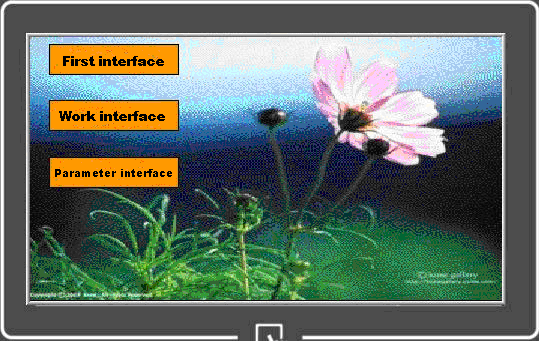
圖 4 主界麵
在圖 4 界麵內點擊“First face”按鈕回到開機界麵,點擊“Work face”按鈕進入到圖 5 界麵,點擊
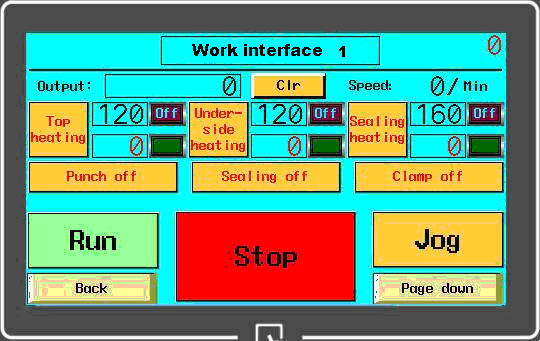

圖 5 工作界麵
“Parameter face”按鈕進入到圖 6 界麵。
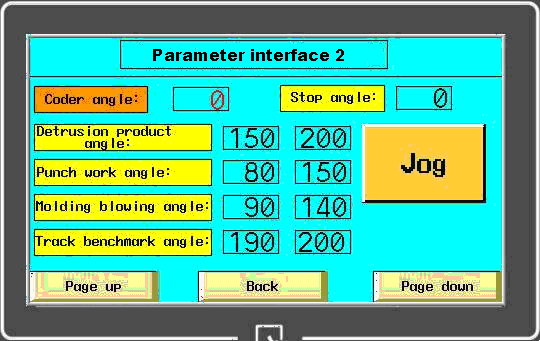
圖 6 參數設定界麵
在圖 5 界麵中:“Output”後麵的數據記錄的是設備衝裁的次數;“Clr”按該鈕可以清除 Output 內的數據;“Speed”顯示的是設備每分鍾衝裁的次數; “Top heating”按該鈕可以使設備的上加熱板加溫, 後邊上邊框內的數據為設定的目標值,下麵框裏的數值為當前的溫度數值。紅色指示燈變成 ON 代表“Top heating”按鈕啟動,綠色指示燈顯示的設備當前是否在升溫;“Underside heating”按該鈕可以使設備的下加熱板加溫,後邊上邊框內的數據為設定的目標值,下麵框裏的數值為當前的溫度數值。紅色指示燈變成ON 代表“Underside heating”按鈕已經啟動,綠色指示燈顯示的設備當前是否在升溫; “Sealing hesting”按該鈕可以使設備的熱封輥加溫, 後邊上邊框內的數據為設定的目標值,下麵框裏的數值為當前的溫度數值。紅色指示燈變成 ON 代表“Sealing heating”按鈕已經啟動,綠色指示燈顯示的設備當前是否在升溫;“Punch off”按該按鈕使其變成“Punch on”可以使預衝頭進入工作狀態;“Sealing off”按該按鈕使其變成“Sealing on”後,熱封板的上部氣缸進入工作狀態;“Clamp off”按該按鈕使其變成“Clamp on”後,夾持氣缸進入工作狀態;“Run” 按該按鈕可使設備進行運轉;“Stop”按該按鈕可使設備停止在預先設定的位置上;“Jog”按該按鈕可使設備點動運行;“Back”按該按鈕可以回到圖 4 界麵; “Page down”按該按鈕可以進入到圖 6 界麵。
在圖 6 界麵中:“Coder angle”後麵的數據是設備當前的位置角度,是設置其它工作角度的依據; “Stop angle”設定設備應該停止的位置角度,沒有特殊的情況就零度;“Detrusion product angle”是設定衝裁上部的推出成品氣缸把產品推出衝裁的工作角度;“Punch work angle”是設定預衝頭什麽時候工作的位置角度;“Molding blowing angle”可以進行成型吹氣位置角度的設定;“Track benchmark angle” 設定的數值能夠反映設備到達該工作位置角度時, 標點應該先到達光電標識傳感器檢測光點附近,並且還沒有進行下一次步進,範圍 10 度左右;“Jog” 按該按鈕可使設備點動運行;“Page up”按該按鈕可以進入到圖 5 界麵;“Back”按該按鈕可以回到圖 4 界麵;“Page down”按該按鈕可以進入到下一個界麵。
4.結 論
DPP-250 型板式食品包裝機具有包裝範圍廣、通用性好以及結構簡單可靠、操作方便、自動化程度高等特點,滿足了客戶的需要,對我國包裝行業的發展也有著積極的意義。
文章來源於網絡轉載,侵刪
- 上一篇:自動稱量包裝機給料器
- 下一篇:日產12噸樹脂冷卻包裝機研製
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器