谘詢電話
ENGLISH0755-88840386如何使四嘴固定式水泥包裝機 包裝水泥袋重合格率為100%
發布時間:2020-07-24 10:02:59 |來源:網絡轉載
我廠是一個具有四十多年曆史的老企業,多年來,一直使用四嘴固定式水泥包裝機,由於我們嚴格控製,出廠水泥袋重合格率始終保持100%,現將我們的經驗介紹如下。
f解決設各自身的問題
首先測試出沒備本身的工序能力C,值。
Cp=T/6ct
式中:T——誤差範圍;
。 樣品標港偏差。
通過現場測試記錄後分析發現,包裝機在每次檢修府整後,a=O.15kg,而T=ikg(我廠內控標準為50土0.5kg),這時Ce=1.11,這說明此台設備的能力尚可,但也有出現不合格品的可能。當包裝機運轉一周後,工序能力便需要少時就壓庫,壓庫多時,幾個月才能處理掉枳壓產品。有時甚至由於倉庫產品積壓多而被迫削減產量,積壓產品削價處理。現在重視市場調査,研究市場需求變化,經銷人員分片包幹,及時掌握各片需求量及什麽時候需要,這樣,把全國分成若幹片,國外也為一片,每月每片需要多少量、什麽時候需要都一清二楚,使生產能做到適量及時。收到訂貨單後就安排生產,在最短的時間裏把產品送到用戶手中。如果是出口產品,要及時與外貿部門聯係船期,準時按船期安排生產,做到適歯及時地把產品送上船,運到國外客戶手中。這樣,把產品庫存數量保持在最低水平。因此,可以避免由於產品大量積壓在倉庫中而造成的損失。
三、中間產品庫存(半成晶庫存〉°以往不重視上下進工序的平衡,有時上道工序半成品不足,造成下道工序的“停工待料",被迫降低,一個月後6=0.2屈,偏差變大,這時C,=0.83,說明工序能力已不足,將出現不合格產品,因此必須提高設備的工序能力。一般引起包裝機工序能力下降的原因有如下幾個方麵s
- 出灰嘴的影響
因我廠包裝機是釆用杠杆配重原理製造的,水泥經出炭嘴進入水泥袋,當水泥自重P,加上水泥衝擊力Pa等於定重P時,袋架下沉,從而關閉進料閘板停止入料。由於P=Pi+P/,所以當P,較大,.相應旳也隨之波動,因而勢必影響測量精度。因此要求水泥灰對袋的衝擊力要小而且要均衡,這祥才能保證水泥袋重結果均衡,一般要求出灰嘴表麵光滑,無毛刺。
停機;更多的時候是上道工序不管下道工序的需求,一昧完成產量,造成大批半成品堆積在中間倉庫,這不僅造成資金積壓,而且造成大批半成品因地放時間過久而損壞或變質。為了減少中間倉庫的積壓和損失,我廠釆取了適量及時的生產方法,目前不需要的品種,即使中間倉庫沒有儲備,也不生產。什麽時候需要什麽品種,需要多少量,通過三班調度就生產什麽品種和生產需要的量。同時,工序間有約束,上道工序應向下道工序按量及時提供符合計劃要求和質量標準的產品。如果因上道工序不及時或數量不足或半成品質量有映陷影響下道生產,上道工序應承擔責任,即承擔產品質量違紀責任,如果超量交貨,下道工序不予接收,即使接收,也暫不計上道超出產量。這樣,基本上做到了減少中間倉庫庫存,也即減少了浪費,減少了倉儲撤運和費用q
- 控製係統問題
控製係統如圖1所示,當搬手向A向搬動時,贏'鉤掛在袋架上,閘板抽出,進料口打
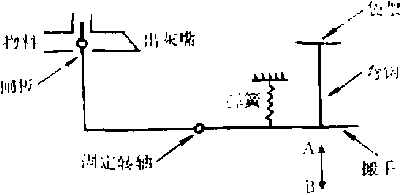
圖1
開,開始入料。當料重達到定重時,袋架下沉,彎鉤脫離袋架,被壓緊的陣簧向B向推動搬手,使閘板進入並關閉進料口。因此彈簧的強度很重要。彈簧的強度低、動作慢,影響閘板關閉速度,也就影響進料量,因此要求控鬲噂簧的壓縮推力要涸整好,一般要求在操作者能順利搬動擾手的前提下,盡量增大彈簧的壓縮力。
另外,閘板也要表麵光滑,無毛剌,保證進入出型口阻力小,使關閉入料口順利.
3.易磨損件對降低工序能力的影響
①刀類及刀座的影響
在包裝機杠杆交接部分,結構如圖2
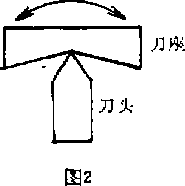
每稱一袋,袋架就要下沉和浮起一次,隨著動作次致的增加,刀頭和刀座觸點的磨損增加,使接觸部分變鈍,下滑速度變慢,控製係統反應遲緩,目前我廠采用65Mn鋼表麵淬火,以增加硬度和耐磨度。
②出灰口時袋重的影響
在閘板反複進出出灰卩後,出灰U兩側的滑道磨損,間隙增大,當水如中有小顆粒進入學道後,將影響閘板的開閉時間,因此要求出唾口滑道光滑,材質耐磨,發現磨損要及時更換。
二、利用韻製圖來掛製袋重的變化
一般每包裝60袋,利用強檢檢斤秤(由市測試所檢定合格)抽檢袋重,每次測10袋,做好記錄。
按照控製圖中袋重變化,可作如下分析:
1. 如果袋重普遍偏上或偏下,分布中心與中心線Mkg不重合,說明包裝機配重不合理,應調整配重。
2. 如果發現袋重上下波動較大,有部分進入危險區,此時工序能力下降,主要原因是易損件磨損,應及時更換。
3. 如果發現袋重整體分布不正常,但有個別進入不合格區,可能有以下凡種情況:
①出灰口滑道磨損.
短操作者身體局部碰到袋架。
三.加強管星,柱絕人為產生甕重不台格的因素
人為因素造成袋重不合格主要有以下二方麵:一是操作者業務水平不高,身體經常碰到袋架部分使袋架提前下沉,再一個是操作者責任心不強,質屋意識差,甚至人為將袋架下沉。針對以上兩種情就,我們製定了一套崗位自檢,工段、車間袖檢的檢査製度,杜絶人為產生袋重不合格。
文章來源於網絡轉載,侵刪
- 上一篇:日產12噸樹脂冷卻包裝機研製
- 下一篇:實用型焊管六角包裝機的設計和製作
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器