谘詢電話
ENGLISH0755-88840386陰極銅板自動包裝生產線配重控製係統的設計
發布時間:2020-07-30 10:54:23 |來源:網絡轉載
實現單垛銅板配重自動化是設計銅板自動包裝生產線的首要環節。目前,銅板的單垛配重均由人工完成,由於銅板重量大,工作現場環境差,工人勞動強度大,生產效率很低。並且陰極銅板自動包裝生產線的首個工位就是單垛銅板配重,為了實現真正意義上的陰極銅板自動包裝生產線,很多廠家都希望實現單垛銅板自動配重,然而由於電解工藝的影響,單片陰極銅板的重量誤差較大,不可能通過確定的片數保證單垛銅板重量滿足包裝要求,這使得銅板自動配重一直未能實現。
目前,國內大多數銅板生產企業仍采用對每垛銅板單獨先進行計量,然後將每片銅板進行分選、疊加的作業方式。其生產效率低下、作業人數多、勞動強度大、自動化程度低,同時不能實現單垛銅板自動配重的包裝生產線隻能是一條半自動生產線。本文利用增加一片或減少一片銅板的配重原理,采用PLC控製銅板自動包裝生產線配重執行機構,從而實現了單垛銅板配重自動化。
1單垛銅板的配直原理
在銅板包裝作業中,必須嚴格遵循的單垛質量標準為:m土a(kg),其中m為單包銅板的標準質量,a為其允許的質量偏差。增加一片或減少一片銅板的配重原理是:首先選擇接近單垛質量標準的片數(如n片)進行準確稱量,然後根據稱重結果進行如下3種操作:質量在m-a(kg)至m+a(kg)之間時不進行操作;質量小於m-a(kg)時加上一片;質量大於m+a(kg)時減去一片。對於出現概率較小的極端情況(如加上一片後單垛質量仍小於m-a(kg)或減去一片後單垛質量仍大於m+a(kg)),可實現連續加一或減一片的操作過程,最終保證單包質量滿足要求。通過理論分析,隻要單包銅板質量公差帶2a(kg)大於單片銅板的重量,加一片或減一片銅板的配重原理就具有可行性。
2配重機械係統的設計
配重機械係統(見圖la)主要由帶有真空發生器的真空吸盤、水平氣缸A、垂直氣缸B和支架組成;在銅板輸送線的配重工位上放有用於稱量單垛銅板重量的電子秤,它的右側是存放銅板的存料台。
水平氣缸A執行左右水平運動;垂直氣缸B執行上下垂直運動;真空發生器C控製吸盤的吸緊與張開U⑵。al、a2、bl、b2、cl、c2分別為A、B氣缸及真空發生器C的進排氣口⑶。






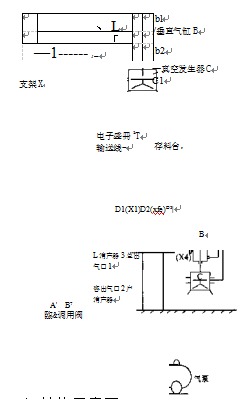
圖1配重機構
3配重工作過程
由單垛銅板的配重原理可知,根據電子稱的計量結果,配重機構要實現3種預定操作:增加一片,減少—片,維持不變。
當執行減少一片動作時,工作過程為:垂直氣缸B活塞杆下行,真空吸盤抓取單片陰極銅板,垂直氣缸將其提升,水平氣缸再將其水平向右移動,最後垂直氣缸活塞杆下行將其放置在存料台上。當執行增加一片動作時,各執行元件運動形式相同,隻是順序相反。
4配重氣動控製係統的設計
配重係統氣路"5如圖lb所示,氣泵用以產生壓縮空氣,調壓閥可調節氣體壓力;濾清器過濾掉空氣中的雜質;油霧器產生油霧隨壓縮氣體進入氣缸,用來潤滑氣缸活塞的運動。電磁閥(A\B\C9和磁性開關(D1、D2、D3、D4)的電控線分別接PLC的輸出端(Y1、Y2、Y3)和輸入端(X1、X2、X3、X4)。
係統的工作原理如下:用PLC控製實現此配重係統動作過程,其控製執行設備是真空吸盤。由PLC控製電磁閥(仗)的通電與斷電進而控製真空發生器C的啟動與停止從而實現吸盤的吸緊與張開;由PLC控製電磁閥(A,,B,)進而控製氣缸(A,B)活塞的運動,氣缸活塞運動到位狀況由裝在氣缸上的磁性開關判斷,並向PLC發出相應的回答信號,以便PLC根據控製程序發出控製信號。
1) 輸入輸出設備的確定
控製係統的輸入設備是磁性開關。為了工作可靠、安裝方便,釆用磁性開關作為氣缸活塞運動到位時的限位開關控製係統的輸出設備是電磁閥,係統選用工作電壓為DC24V的2個二位五通及1個二位二通單電控小型電磁閥,其中A5為二位五通電磁閥,C,為二位二通電磁閥(見圖2)。輸出指示燈采用LED發光二極管。
2) PLC的選擇⑺
配重機構的控製信號是開關量,即磁性開關的通或斷,電磁閥的通電與斷電。所需的輸入輸出點數又不多,其中輸入點數6個(2個啟動信號,4個磁性開關發出的到位信號);輸岀點數為4個(1個初始狀態指示燈,3個電磁閥控製端)。通過對被控對象及要求的分析,可知選擇小型PLC即可,係統選用FP1-C24型PLC.
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器