谘詢電話
ENGLISH0755-88840386一種全自動物品集包裝機的設計及分析
發布時間:2020-08-07 15:32:45 |來源:網絡轉載
0前言
近些年物流企業飛速發展,最突顯的便是物流服務。快遞公司是一種獨特的貨運物流方式,以時間和寄送品質差別於別的運輸工具。傳統式貨運物流多釆用集裝箱海運,貨品類型單一,實際操作便捷。而網上購物的產品一般大批量小,類型多,體型小,且大多數是混和選購。來源於中國互聯網絡信息中心2017年6月公布的《2015年中國網絡購物市場研究報告》顯示信息,現階段家居家紡占網上購物流行,次之是日用品,書本音像製品和電子設備。由此,本設備挑選了靜態數據大中小型商品的物品集做為包裝目標。
1產品的運送包裝
圖1般普遍的運送包裝,除開產品自身外也有正中間包裝和外包裝盒雙層,有時候以便提升安全係數以內外包裝盒中間還會繼續有一些例如報刊,碎氣泡墊等正中間填充料。包裝一般由店家本人出示的,方式較多。關鍵應用的是氣泡墊,次之是氣柱袋,包裝紙氣泡袋等。而外包裝盒一般是由貨運物流公司出示。現階段流行的是包裝紙箱和塑膠防水袋包裝。
圖1典型性運送包裝構造
本設備設計方案應用可熱封原材料(氣泡墊、塑膠防水膜)對混放物品集開展包裝,必須作業者放進和取下物件,其他均全自動進行。
2設備的基礎構造和原理
實際工作內容:①物品集放進下箱的熱封板上,吊物的工作壓力開啟側麵布局的感應器,操縱一部分挑選適合熱封刀加溫;②擺杆推動上箱下沉至左右箱相互配合,由彈簧出示充足的工作壓力,熱封刀出示充足的溫度,對塑膠覆亞膜開展熱封;③做到預置時間後,上箱離去校準;④做到預置時間後,廢料卷軸剛開始升級覆亞膜。
2.1總體構造
如圖2所顯示,把待包裹物品集放進下邊的熱連板上,因為吊物的工作壓力會開啟側麵布局的感應器,隨後挑選最少寬容規格型號的熱封刀開展加溫。
1.彈簧2.廢棄物卷軸3.減速電機4.熱封刀圖2全自動包裝機構造
2.2熱封刀規格型號表明
溫度Tw=120Y;工作溫度Ta=20^;安全性溫度Ts=105Y;⑤氣體當然對流換熱指數5~25(企業W/(m2-T:)):h=15;⑥工作中時僅有上箱熱封刀加溫,除第一次工作中外均從Ts剛開始加溫;⑦設備沒有應用製冷設備;⑧設備中斷工作中。依據參考文獻[6],現階段銷售市場上的快遞包裝袋常見規格如;下(企業:cm):17x35、25x38、35x50、40x55、45x60、50x65o本設備選擇直徑:30x40,40x50,50x60三種,在其中30x40是最常見的規格型號。
2.3感應器
感應器為軸體限電源開關,布局於熱封刀裏側的彈簧下。磁感應片與刀台相接,根據扭力彈簧,不在承受力時有一個約為10。的往上翹曲,額定值動作力為0.5N,下箱裏每一個熱封刀的每一邊布局一個。最表層熱封刀用枚舉法開展,不用軸體限電源開關。當某側的感應器檢驗到重物後,該規格型號熱封刀不用:熱。最後加溫最少寬容規格型號熱封刀。
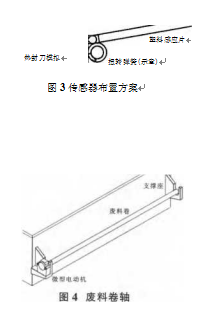
2.4廢棄物秘藥
左右箱各有一個根據小型直流無刷電機推動的卷軸。卷積和廢棄物過多時能夠拆裝出來,除去的廢棄物可作為正中間填充料。
3設計方案測算
3.1時間測算
製做中發覺:設備對左右箱的相互配合精密度規定較高,以便確保靠譜熱切,應以下箱熱封刀的丫值略大上箱熱封刀。可是)值不可以過大,不然擴張了感應器的盲點。
熱封必須的溫度固定不動,熱封刀的品質容積等固定不動,因此能夠通:過測算將溫度轉變變化(1)加溫計算時間。測算加溫所需發熱量:
A=aP-(a-2*y)
(|3-2"y)=0.0136m2;m=A-8-psml=0.0288kg;m2=0.0558kg;Q=(cim1+c2m2)(Tw-Ts)=761.94Jo
(2)測算加溫所需時間:Q=P-th則加溫用時:告=0.76s。
即放進物件後0.76s上下即能夠做到所需溫度。由表明⑥得知,發熱量根據上箱熱封刀傳輸至下箱熱封刀,又熱封時間非常短,因此下箱熱封刀的溫度提升能夠忽略。即上箱移走,人取下物品集全過程中,即便一不小心碰觸下熱封刀也是安全性的。
(3)上箱溫度降低至安全性溫度計算時間。依照參考文獻[4]中出示的非恒定傳熱集總熱容實體模型公式計算4壽=e皿。10—鐐餡鋁合金另外開展空氣對流和雲母片導熱,比熱容取品質權重計算。帶入數據信息:ts=40.5s。事實上,當Ts=110cC時,這時候並不是肯定的安全性,有可能會一部分熔融覆膜,ts=26.23s,取安全性能1.5,一樣也在40s上下。因此能夠覺得這一數據是較為靠譜的。
(4)減速電機的計算時間。取減速電機運動主要參數:v=120Mm/s,hd=200mm,單行程安排用時:td=—。V
(5)覆亞膜升級計算時間。取微型電動機n=300i/min;廢料卷軸戶15mm;覆亞膜行程安排s=550Mm;則覆亞膜升級用時:yl.3s。
:3.2彈簧計算
一般彈簧生產製造全過程中必須的數據信息有:原材料,電纜線徑,直徑,長短。
(1)力的測算:選擇GB/T4357-1989的B級炭素彈:簧不鏽鋼絲,彈性模具G=200GPa。彈黃的隨意伸展量/=180mmo彈黃中徑D=30mm,d=4mm,工作經驗算旋繞比在批準範疇4-16中間。依據參考文獻[5],熱封氣體壓強挑選0.2MPao一種規格型號的熱封刀台上一共八個彈黃左右對稱性布局,具體功效等效電路I於n=4;S=A;F=?A=680N。為時間轉變以防止溫度感應器的應用。
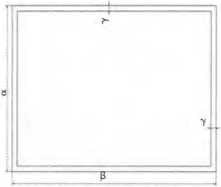
測算實體模型表明:取最常見的熱封刀規格測算(企業:mm)a=300;p=400;7=10o①熱封刀挑選典型性的鐐銘鋁合金包裹雲母片的構造(1意味著雲母片,2意味著鐐銘鋁合金,8意味著薄厚,c意味著比熱容,p意味著相對密度):81=0.7mm;82=0.5毫米;®cl=:8793y(kg%);c2=46Q5y(kg%);pl=3000k^m3;p2=8205kg/ni3;:③熱封機的輸出功率接近500-1400W中間:PT000W;④加溫製做中發覺:設備對左右箱的相互配合精密度規定較高,以便確保靠譜熱切,應以下箱熱封刀的丫值略大上箱熱封刀。可是)值不可以過大,不然擴張了感應器的盲點。
(2) 形變量的測算。熱封時間依據參考文獻[5]挑選0.7s。因為0.2MPa隻在健身運動完畢時做到,因此取2為安全性能,則熱封延遲時間t=1.4s,彈簧形變量。
(3) 合理匝數的明確。由F=嬴-f得彈簧圈數項有枚=5,門為=7,兩邊磨去。
4高效率剖析
放進物件,感應器發信號,操縱(300x400)mm的熱封刀加溫。加溫用時0.76s,上箱下滑且不觸碰下箱的時間tp=td-0.7=9.三秒>th,擺杆下滑4s後,熱封刀剛開始加溫,在上!下箱觸碰時做到預訂溫度。進行相互配合後擺杆上漲校準。必須的散熱時間40.5s,校準出示了9.三秒。取安全性能1.1,即一次工作中後等候35s可再次覆膜。綜上所述,(300x400)mm規格型號的熱封刀一次工作中必須的時間為55s。 :
理論上伴隨著熱封刀規格的提升需要的加溫時間提高,排熱時間減少,可是由於A值太高小,具體排熱時間並無明顯轉變。依照上述情況規格規格型號,當a=400,p=500,7=10,獲得加溫時間為0.99s,製冷時間為40.5s。當a=500,p=600,-y=10,獲得加溫時間為1.3s,製冷時間為40.5s。綜上所述,本設備一次工作中必須的時間為55so
由上述情況⑦知,若選用製冷設備則製冷時間可減少;由上述情況⑧知,持續工作中時加溫所需時間減少,隻危害程序編寫不危害高效率。
5試驗剖析
依照上述情況的測算實體模型在沒有廢棄物卷拉設備的前提條件下,開展了商品的製做,並開展了100次的熱封試驗。試驗目標挑選書籍,釆用任意姿勢放進以另外仿真模擬衣服等軟性化學物質的放進姿勢。減速電機能夠依照預訂規定推動上箱開展工作中。試驗結果:有93次熱封詳細。熱封不成功的緣故:一是手工製作調節塑料薄膜時調節不勻造成 一部分塑料薄膜有皺褶,熱封發熱量不夠,有細微間隙;二是書籍在置放時正好落在了熱封刀上而沒有打動塑膠片狀,造成 規格型號錯誤。 i
本設備主要是運用彈簧出示工作壓力,運用薄塑料板與感應器感應物品集,運用熱封刀出示熱封發熱量進行對物品集包裝。熱封刀的規格能夠依據所生產加工必須獨立選擇,可以對書本服飾等大中小型抗壓貨品化合物開展靠譜適合的包裝。合適於可熱封原材料,對新式包裝製品的包裝工作能力並未確認(因為一部分內容來自互聯網技術,因而沒法查清原原創者、沒法精確列舉出處,深表歉意。若有內容引入了您的文章內容、技術文檔或著作卻沒有標明出處,熱烈歡迎立即與創作者聯絡,大家可能給予表明、道歉及填補)。
6結語
文中以某型號規格橢圓型壓力煲蓋子為研究對象,在對蓋子剛度及其形變規律性科學研究剖析的基本上,融合社會經驗明確提出了蓋子構造的改進方案,並運用ANSYS有限元手機軟件對各計劃方案在一切正常工作中時開展了構造抗壓強度模擬仿真剖析,數據分析了各改進方案模擬仿真結果並明確了最後的橢圓型蓋子改進措施,進而完成了蓋子輕量與高韌性的統一,這一科研成果為橢圓型壓力煲蓋子將來的設計方案及其優化結構具備具體的指導作用。
文章來源於網絡轉載,侵刪
- 上一篇:巧克力自動包裝機的改進設計
- 下一篇:智能化商品包裝機控製係統設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器