谘詢電話
ENGLISH0755-88840386智能化商品包裝機控製係統設計
發布時間:2020-08-07 15:42:56 |來源:網絡轉載
網絡時代的來臨,淘寶網、京東商城、當當網等無所不在的網絡購物省時省力,已變成大家廣泛釆用的一種關鍵的銷貨方式,在迅猛發展的電商身後,存在著包裝人力資源緊缺和成本費高難題,時下包裝製造行業,必須人力資源開展選箱、裝車和打箱等一係列反複繁雜工作中,人力成本高和工作效能低已不能滿足電商的迅速發展趨勢,因此,必須一款能替代人,開展商品容積明確、適合包裝木箱挑選、商品裝車和包裝木箱打箱的智能化商品包裝機來處理這個問題。
1智能化商品包裝機設計方案
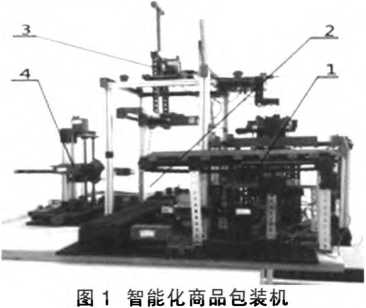
根據慧魚實體模型構建智能化商品包裝機如圖所示1所顯示,由商品尺寸超音波精確測量控製模塊1、包裝木箱規格挑選控製模塊2、包裝木箱扉頁、到頂控製模塊3和包裝木箱封膠布控製模塊4構成。商品尺寸超音波精確測量控製模塊由一個可液壓升降平台和四周及上邊的五個超音波感應器組成,商品傳輸到可液壓升降平台上,根據超音波感應器檢測距商品的間距,將檢測出的間距標值帶入控製器中開展測算獲得商品規格的數據信息,操縱包裝木箱規格挑選控製模塊的玻璃吸盤和包裝撿取杆挑選適合規格的包裝木箱,玻璃吸盤吸起包裝木箱,撿取杆反方向轉動90。推動包裝木箱豎起,包裝木箱傳入包裝木箱扉頁、到頂控製模塊,由前後左右撥杆和上下打箱光碟操縱,開展包裝木箱的進行和扉頁,包裝木箱和商品另外抵達包裝木箱封膠布控製模塊,封好膠布並裝車後回到包裝木箱扉頁、到頂控製模塊開展到頂,封裝好的包裝木箱輸出.進行一次包裝全過程。
2智能化商品包裝機自動控製係統設計方案
該商品包裝機的目地是替代人力資源包裝,提升包裝的高效率,用係統控製,完成沒有人實際操作,自啟動。根據慧魚ROBO接口板進行全部係統軟件程序流程的設計方案,智能化商品包裝係統軟件整體智能控製係統流程表如圖2所顯示,以三種規格型號的禮品盒為例子開展設計方案,若有必須可再行變更程序代碼多種多樣規格型號禮盒設計。模塊化設計的設計方案,相匹配的控製模塊都是含有相對的操作麵板,一個源程序控製器,四個各控製模塊控製器,各控製器間根據輸接線相接也可根據手機藍牙相接,應用五個開關電源鍵入為五個控製器供電係統便可推動全部設備“項。全部操縱步驟以下:係統軟件運作前及運作結束都是開展起止複原,到初始處等候包裝的剛開始。商品提交訂單後,係統軟件運作,商品根據輸送帶傳至檢驗設備的服務平台上邊,超音波檢測進行容積的精確測量,包裝木箱規格挑選控製模塊起動,運用滾珠絲杠傳動係統撿取相對規格型號的包裝木箱,運輸到包裝木箱扉頁、到頂控製模塊開展包裝木箱扉頁,另外包裝木箱封膠布控製模塊開展封膠布解決,放箱後送至輸送帶處,等候商品的裝車後回到包裝木箱扉頁、到頂控製模塊、包裝木箱封膠布控製模塊開展到頂及封膠布解決,包裝結束,係統軟件起始複原等候下一次包裝的剛開始⑶。
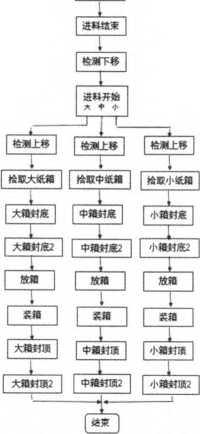
圖2智能化商品包裝係統軟件整體智能控製係統流程表
3智能化包裝機子編程設計與調節
智能化包裝機的關鍵匯編程序包含起止複原、檢測(入料、超音波精確測量容積)、多規格型號撿取和包裝打箱。程序流程圖上的“I”意味著鍵入嘴中的電源開關,“M”意味著不一樣的電動機,分成一般電動機和伺服電機。“正”“反”“停”各自意味著電動機的順時針方向轉動,反方向轉動及其終止。“V=”意味著電動機所運作時鍵入的工作電壓。“D=”意味著伺服電機運作時鍵入的單脈衝。經調節,係統軟件能夠 進行商品從精確測量、裝車及打箱的全部仿真模擬全過程。每個編程設計以下。
3.1起始複原
智能化商品包裝係統軟件起止複原流程圖如圖所示3所顯示。匯編程序用以機械設備設備校準至起止部位,等候一次包裝的剛開始。該全過程根據行程開關I的情況分辨係統軟件各組織 是不是返回起止部位。情況“0”表明係統軟件沒有運作到起止部位,電動機再次自動控製係統運作直到行程開關的情況變成“1”抵達起止部位,準備工作進行,等候包裝的剛開始。(b)超音波精確測量體
積流程表
圖4商品容積檢測係統流程圖
3.3多規格型號拾取
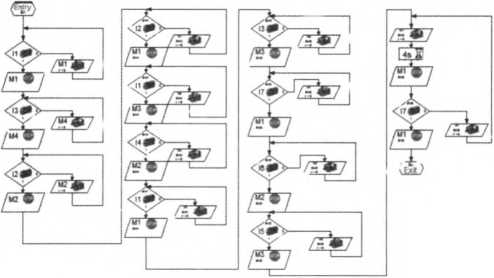
圖3智能化商品包裝係統軟件起始複原流程表
3.2檢測
檢測程序流程進行商品從進到包裝機到容積精確測量等待打箱工作中。商品容積檢測係統流程圖如圖16所顯示,包含入料即商品進到液壓升降平台並根據超音波精確測量程序流程進行商品容積的精確測量,另外所測數據帶入智能化控製器中開展測算,再對個人所得數據信息開展判斷,可獲得商品規格的數據信息,將數據信息儲存,傳送下一設備。

(a)進料流程表
多規格型號撿取流程表如圖所示5所顯示,聲波頻率精確測量容積後,包裝木箱規格挑選控製模塊起動,電動機Ml操縱L波段服務平台水準挪動到適合尺寸的未進行的包裝木箱部位,電動機M2推動由繞轉動軸轉動的包裝撿取杆進行禮品盒的撿取全過程。
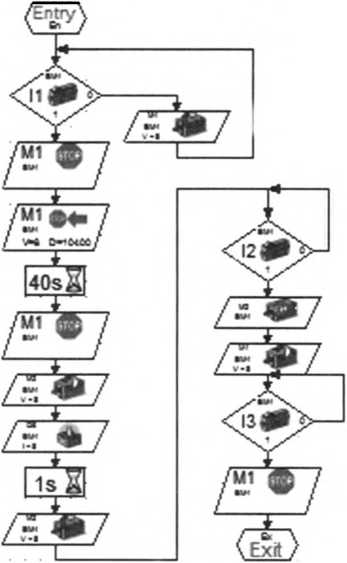
圖5多規格型號拾取流程表
3.4包裝打箱
包裝打箱的流程圖如圖所示6所顯示,圖上的D=X中的X值和等待Ys中的Y值能夠 依據禮品盒規格型號所開展變更,不一樣規格型號的禮品盒能夠 開展隨意變更標值,便於設備高精密運作及禮品盒的規格型號和標值提升。該程序流程能夠 完成對小箱子的扉頁、放箱、裝車及到頂等一係列工作中,進行包裝的全部全過程,等候貼單派送。
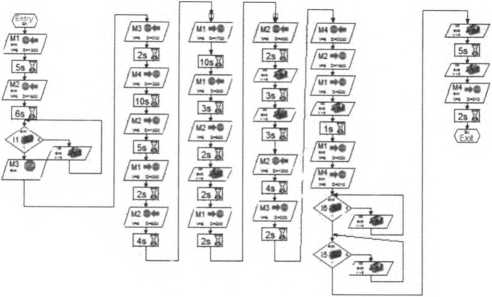
圖6包裝打箱操縱流程表
4結語
商品包裝係統軟件在髙速發展趨勢的電商時期可以非常好的釋放人力資本,提升包裝高效率,商品模塊化及智能控製係統非常好的與互聯網技術開展結合,在該包裝係統軟件下,能夠 開發設計不一樣的控製模塊緊密結合,可以完成不一樣行業的合理運用。
文章來源於網絡轉載,侵刪
- 上一篇:一種全自動物品集包裝機的設計及分析
- 下一篇:625模擬器和數字稱重儀表測試
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器