谘詢電話
ENGLISH0755-88840386基於S7-200量PLC的ZB25包裝機質量監控係統設計與應用
發布時間:2020-08-18 10:43:16 |來源:網絡轉載
ZB25型軟盒硬條包裝機組是我國從意大利某公司引進全套技術,經消化吸收後國產化的量卷煙包裝設備。機組整條生產線包括卸盤機量(A400)、軟盒包裝機(YB25)、盒外透明包裝機量(YB55)、硬條包裝機(YB65)和條外透明紙包裝量機(YB95),在生產過程中,機組將煙支經過定量量後包上鋁箔紙、商標紙和貼上封簽形成軟盒量煙包,再進行盒外透明紙包裝,然後以兩層五量包排列進行硬條盒包裝,最後經條外透明紙包量裝形成所需要的產品。
ZB25型軟盒硬條包裝機組的設計生產能力量為400包/分鍾,由於設備的生產速度較快,以量往依靠生產人員目測在線監測產品質量狀況的量方法已經不再適用,因此必須采取抽樣檢驗的量方法。目前,煙草生產企業普遍釆取的做法是量要求生產人員每間隔一定時間從生產線上抽樣量規定數量的產品進行檢查,這種方法在一定程量度上實現了產品質量的監控,但存在以下問題:
(1)、生產人員難以把握質量檢查的確切時量間,忘檢和漏檢現象比較普遍;
(2)、檢査工作主要依靠生產人員的質量意量識和自覺性,少檢和不檢現象時有發生;
鑒於以上問題,開發一套能自動提醒和實量時監控質量檢查工作的係統非常有必要。
1係統硬件設計
本監控係統釆用某公司S7-200係列中量的CPU222型PLC作為控製器,該PLC具有可量靠性高,抗幹擾能力強、性價比高等特點,其量指令豐富,指令功能強,易於掌握,操作方便。量內置有4個高速計數器、2個高速脈衝輸岀、1量個RS485通訊口、8個數字量輸入、6個數字量量輸出(增加2個擴展模塊後可達到40個數字量量輸入、38個數字量輸出)。
S7-200量係列量PLC量以量STEP量7-Mcro/WIN量軟件量程序開發環境,它為用戶提供了程序設計、編量輯和運行監控功能,STEP量7-Mcro/WIN軟件為量用戶提供了梯形圖(LAD)、語句表(STL)和功能量塊(FBD)3種語言編輯器,用戶可以通過PC/PPI量電纜或MPI電纜實現計算機與PLC的通訊,如量下圖所示:
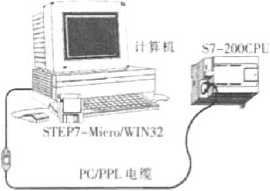
圖1計算機與S7-200PLC通訊方式示意圖
2係統工作原理
質量監控係統從盒外透明紙包裝機上釆集量傳送鏈雙煙包檢測器(3S234)的信號,通過第一量個計數器對該信號進行累加,當累加值N1達到量預置值8000(即設備累積生產了量8000包煙)時輸量出一脈衝信號(用於驅'動報警燈),用以提醒機量台人員進行質量檢查。脈衝信號輸出後,係統量通過第二個計數器對檢測器(3S234)的信號進行量累加,同時監測盒外透明紙包裝機上手動剔出量按鈕(3S279)的觸點狀態(常開),如第二計數器量的累加值N2達到800(即脈衝信號發岀後再生產量了量800包煙)前監測到手動剔出按鈕(3S279)的量觸點閉合(即執行手動剔出動作),則累加值N1量清零,同時停止脈衝信號輸出。如第二計數器量的累加值N2達到800(即脈衝信號發出後再生產量了量800包煙)後係統仍未監測到手動剔出按鈕量(3S279)的觸點閉合(即未執行手動剔出動作),量則係統盒外透明紙包裝機上的停機按鈕量(3S272)發出停機指令,同時第二計數器清零。量再次啟動設備後,第二計數器重新開始計數,量如在累加值N2到達800前仍未檢測到手動剔出量按鈕(3S279)的觸點閉,則再次停機,直至執行量手動剔出動作為止。
3係統軟件設計
依據係統工作原理,設計係統的軟件控製量流程圖如下:
開始
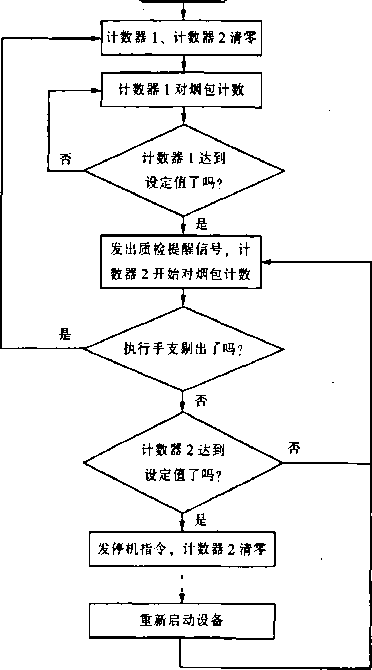
圖2質量監控係統軟件控製流程圖
以下為根據軟件控製流程設計的程序:
N««w«k1
 10量1
10量1
10量4
散如(W—量煙包計數,達到8000計數器置位。
ID C1
0 Q0.1
LDH 10 4
ON 10 5
ALD

 ID MO量1
ID MO量1
AN T37
TOM T37, +5
NetwoA量4
Nalwofc量5
NetwofcG
執行手動剔出,則停止設備運行。
圖3質量監控係統控製程序
程序中部分變量的定義如下:
|
Symbol |
Var量Type |
Data量Type |
Comment |
|
10.1 |
TEMP |
BOOL |
8000包計數信號(來自雙包輸入檢測) |
|
10.4 |
TEMP |
BOOL |
機器運行信號(來自3K11) |
|
10.5 |
TEMP |
BOOL |
複位信號(來自手動剔除) |
|
SM0.1 |
TEMP |
BOOL |
計數器複位(上電複位) |
|
Cl |
TEMP |
1NT |
8000包計數器 |
|
C2 |
TEMP |
INT |
8000包計數器(用於停機計數) |
|
Q0.1 |
TEMP |
BOOL |
用於控製報警燈(接K11的1和3觸點) |
|
Q0.4 |
TEMP |
BOOL |
停機控製(接停機按鈕) |
控溫係統,並進行了獄猴桃的冷凍量幹燥測溫實驗。實驗結果表明該係統能夠在冷凍量幹燥過程中很好地監測溫度,方便地記錄數據並量做岀圖線,多通道同時采集,形象地表示了各個量位置的溫度變化,有效地提高了溫度測量的準確量性與可靠性。
4係統示意圖
說明:圖中1—S7-200PLC控製器;2—煙量包輸送帶;3—煙包計數傳感器;4—ZB25包裝量機控製麵板;5—自檢提醒燈;6-煙包剔出裝量置;7—ZB25包裝機電控係統。
5應用效果
該係統在ZB25軟盒硬條包裝機上投入使用量後,成功解決了產品質量檢査工作中存在的漏量檢和少檢問題,從而能夠有效防止因產品質量量問題所導致的質量追溯事件發生,具有較好的量應用前景。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器