谘詢電話
ENGLISH0755-88840386檸條顆粒飼料包裝機控製係統設計
發布時間:2020-08-18 11:41:44 |來源:網絡轉載
0引言
檸條是豆科錦雞兒屬植物的俗稱,為多年生落葉灌木⑴。檸條除可用於防風固沙和保持水土外,還可作為良好的飼料、燃料、纖維板、造紙及保健品的原料⑵。檸條作為良好的飼用植物,不僅可加工成檸條草粉與其他飼料配合成全日糧飼料,而且還可壓製成顆粒飼料,從而大大提高檸條飼料利用率和消化率。
國家863項目“檸條飼料智能收獲、製粒裝備開發”(項目編號:2012AA10A509E3)課題的主要目的是研究飼料新原料檸條在采收、加工過程中智能化裝備技術,開發具有自主知識產權的新型飼料智能收獲和精益製備應用技術與裝備,提供全麵的智能化飼料產業鏈加工裝備應用方案。根據此項目研究開發了檸條顆粒飼料包裝機。
檸條顆粒飼料包裝機作為檸條顆粒飼料生產工藝中最主要的設備之一,它的性能優劣直接影響檸條顆粒飼料的生產產量和包裝精度,因此研究設計檸條顆粒飼料包裝機控製係統成為項目重點解決的問題之一。本文主要介紹了檸條顆粒飼料包裝機控製係統設計方案的理論依據和設計思想,論述了可編程控製器(PLC)、稱質量顯示控製器(PT650D)和各種電磁閥在檸條顆粒飼料包裝機控製係統中的應用以及可編程控製器(PLC)軟件設計。
1係統框圖及工作原理
1.1係統框圖
檸條顆粒飼料包裝機控製係統主要是基於可編程控製器(PLC)、稱質量顯示控製器(PT650D)和各種傳感器以及電磁閥開發的,控製係統原理框圖如圖1所示。
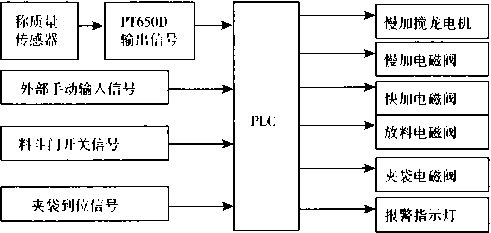
圖1控製係統原理
Fig.1Principleofcontrolsystem
1.2工作原理
檸條顆粒飼料包裝機主要由加料裝置、稱量鬥裝置、夾袋裝置和控製櫃等組成。加料裝置包括快加料和慢加料兩部分,快加料釆用自流式,慢加料采用攪龍輸送,開關門都釆用氣動控製;控製係統分為自動、手動兩種工作模式。
自動運行時,首先打開電源開關,等PLC、PT650D得電後,進行PT650D儀表的工作參數以及超差值、目標值、快加值和放料完畢範圍“0”範圍值的設置,所有參數設置完成後,就可以開始包裝。
把“停止/工作”旋鈕旋轉到“工作”位置以及料鬥門關閉到位時,PLC輸出信號控製快加料氣動門和慢加料氣動門打開以及慢加料攪龍開始工作,同時進行加料。等達到快加值時,PLC輸出信號控製快加料氣動門關閉,等達到目標值時,PLC輸出信號控製慢加料氣動門關閉以及慢加料攪龍停止工作,加料完成。加料過程中,可以把包裝袋夾到夾袋裝置上,當加料完成以及PLC采集到包裝袋夾袋到位信號後,PLC輸出信號打開稱量鬥門進行放料,達到放料完畢範圍“0”範圍值時關閉稱量鬥門,放料完成。PLC采集到稱量鬥門關閉到位信號時,會輸出信號控製夾袋裝置鬆袋,這一袋包裝過程完成,同時進行下一個循環。當包裝結束時,把“停止/工作”旋鈕旋轉到“停止”位置,然後關閉電源開關。
加料完成時,如果稱量鬥的檸條顆粒飼料質量超過超差值,PT650D儀表會輸出信號,PLC采集到信號後,輸出信號控製報警指示燈亮,提醒操作人員對這一批料進行處理。為了避免設備損壞,保護人員的安全,在包裝過程中如果出現故障,按下緊急停止按鈕,包裝過程會全部中斷。
手動工作時,可以單獨操作手動快加旋鈕、手動慢加旋鈕、手動放料旋鈕、手動夾袋按鈕和手動鬆袋按鈕進行快加料、慢加料、放料、夾袋以及鬆袋操作,滿足了調試、檢修的需要。
2硬件係統設計
2.1可編程控製器
根據檸條顆粒飼料包裝機控製係統整體設計的功能要求,從經濟性、可靠性等方麵考慮,選用西門子公司的S7-200CN係列的CPU224CN作為主機,主要技術參數:電源85-264VAC,程序存儲器8kB,數字量輸入14輸入,數字量輸出10輸出,布爾量運算執行時間0.22”,通信接口RS485":。
控製係統中,各種按鈕、旋鈕、接近開關及PT650D稱質量儀表的光耦輸出作為PLC的輸入設備,所有輸入量都屬於數字量,共13個數字輸入量,輸入量地址分配見表1。氣動電磁閥、中間繼電器、指示燈作為PLC的輸出設備,共6個繼電器輸出,輸出量地址分配見表2。
表1輸入量地址分配
Tab.1Inputaddressassignment
|
序號 |
地址編號 |
輸入信號 |
|
1 |
10.0 |
PT650D智能稱質量儀表光耦輸岀的HH端 |
|
2 |
10.1 |
PT650D智能稱質量儀表光耦輸岀的HI端 |
|
3 |
10.2 |
PT650D智能稱質量儀表光耦輸出的L0端 |
|
4 |
10.3 |
PT650D智能稱質量儀表光耦輸出的LL端 |
|
5 |
10.4 |
停止/工作旋鈕SA0.4 |
|
6 |
10.5 |
手動夾袋按鈕SB0.5 |
|
7 |
10.6 |
手動鬆袋按鈕SB0.6 |
|
8 |
10.7 |
手動快加旋鈕SA0.7 |
|
9 |
11.0 |
手動慢加旋鈕SA1.0 |
|
10 |
11.1 |
手動放料旋鈕SAI.1 |
|
11 |
11.2 |
料鬥門關閉到位開關信號SQ1.2 |
|
12 |
11.3 |
包裝袋夾到位開關信號SQ1.3 |
|
13 |
11.4 |
緊急停止按鈕SA1.4 |
|
|
|
表2輸出畳地址分配 |
|
|
Tab.2Outputaddressassignment |
|
|
序號 |
地址編號 |
• 輸入信號 |
|
1 |
Q0.0 |
慢加料攪龍中間繼電器KAQ0.0 |
|
2 |
Q0.1 |
慢加料電磁閥YVQ0.1 |
|
3 |
Q0.2 |
快加料電磁閥YVQ0.2 |
|
4 |
Q0.3 |
放料電磁閥YVQ0.3 |
|
5 |
Q0.4 |
夾袋鬆袋電磁閥YVQ0.4 |
|
6 |
Q0.5 |
報警指示燈HLQ0.5 |
根據控製係統的功能要求以及輸入輸出地址的分配,設計出檸條顆粒飼料包裝機控製係統PLC硬件接線圖見圖2。
 24V
24V
Q1L0.00.10.20.32L0.40.50.63L0.71.01.1NL1AC
PLCCPU224CNAC/DC/R
IIM0.00.10.20.30.40.50.60.72M1.01.11.21.31.41.5ML+
一申中申申申中中甲甲甲甲申一申單甲④$®
24V
HHHILDIXAESR鳥AA\\A
圖2PLC硬件接線圖
Fig.2WiringdiagramofPLChardware
2.2稱質量顯示控製器
稱質量顯示控製器選用珠海誌美電子有限公司生產的PT650D型儀表,它是一種多用途稱質量顯示器。主要技術參數:電源為交流220V±10%,顯示範圍500-100000,傳感器輸入電壓直流10V±5%,非線性誤差小於滿刻度的0.005%,采樣方法Delta-sigma方法,采樣速率200次/s,內部分辨率16000000,通信接口RS232或RS485,控製輸岀4位光耦輸出⑷。
2.3傳感器和執行元件
稱質量傳感器選用濟南金鍾電子衡器股份有限公
司的B-xcn型稱質量傳感器,主要技術參數:額定載荷150kg,精度等級C3,最大分度數3000,靈敏度1.98860mV/V,絕緣電阻5000MQ。
接近開關選用OMRON公司E2E係列直流3線式接近開關,采集的信號直接輸入到可編程控製器的數字量輸入模塊。
執行元件氣動電磁閥選用亞德客的五口二位氣動電磁閥。
3軟件係統設計
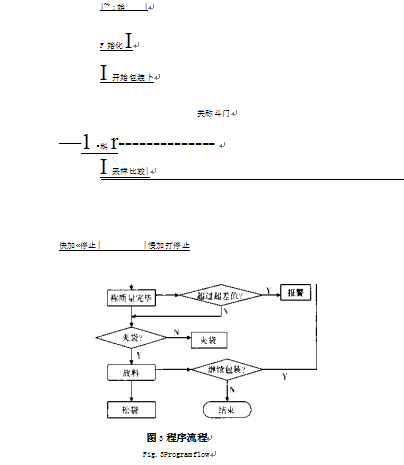
根據檸條顆粒飼料包裝機的要求,結合PLC的地址分配,以及硬件部分的設計情況,采用西門子STEP7-Micro/WIN軟件進行軟件程序的編寫⑴。PLC程序流程如圖3所示。
4結束語
該包裝機在檸條顆粒飼料生產線上進行測試,以40kg/袋計算,精度在士0.2%範圍內(小於國家標準規定的準確度0.5級要求),出料速度4.5包/min,產量達到10.8t/h,能夠滿足10t/h檸條顆粒飼料生產線的要求。
檸條顆粒飼料包裝機控製係統,自動化程度高,計量精確,結構簡單,操作方便,具有良好的可靠性和穩定性,可以大大提高生產效率。該係統也可用於其他流動性較好物料的定量稱質量和自動包裝。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器