谘詢電話
ENGLISH0755-88840386氣動送料的高速小袋包裝機的研製
發布時間:2020-08-19 09:04:02 |來源:網絡轉載
據不徹底統計分析:二零一三年在我國食品類和包裝設備領域進行工業產值2920億人民幣,同比增長率16.80%,超出全國各地機械工程當初年增長率[1]。這些年,伴隨著我國現代化腳步的慢慢加速,食品包裝材料機械設備以每一年18%的速率增長,且早已出現了一批貼近和做到國際性水準的高檔商品[2]。但例如公司經營規模小、商品層級低和可信性差、進口依靠比較嚴重、開發設計工作能力不高、研發投入不夠、技術專業技術人才欠缺等難題也使中國包裝設備商品飽受詬病[3]。現階段,中國“製作包裝袋-填充-密封”包裝設備商品的型號以單列、三邊封口型主導[4]。一小包包裝在藥業和食品企業運用普遍,其包裝內容物不缺粉狀、顆粒原材料。而中國大部分小顆粒原材料全自動包裝機大多數為單列式,包裝速率一般在20~80袋/min中間,這毫無疑問是不可以融入經濟發展的發展趨勢、不能滿足銷售市場的要求的,因而科學研究髙速一小包包裝設計是銷售市場發展趨勢的大勢所趨[5]。
伴隨著社會發展的發展趨勢和技術性的發展,當代包裝設計日漸朝著髙速、高寬比機械自動化、自動化技術和智能化係統的方位發展趨勢[6]。在持續提升包裝設備產品品質的另外,也要提高工作效率。此外,在我國食品企業中小規模企業占有非常的占比,因而包裝設備還要具有一定的性價比高。自動控製原理的工作中物質為氣體,安全性、零汙染、低成本,而且相對於齒輪傳動和液壓傳動係統結構簡易,手疾眼快反映快[7]。PLC因為具備非常高的抗幹擾性和可靠性,被廣泛運用於工業控製係統的各行各業。設計方案的係統軟件選用三菱FX3U係列產品PLC控製標準氣壓電子器件,根據觸摸顯示屏設定有關主要參數。
1高速小袋包裝機總體方案設計及原理
這種髙速全自動包裝機,集聚料定量分析、包裝成形、原材料添充、包裝密封等各類作用於一體,其工作中全過程以下:包裝袋根據正確引導輪被送至包裝袋子成形器處,成形後的包裝袋子根據縱封加溫輪進行熱封合,並在縱封牽引輪的牽引帶下抵達橫封處,橫封組織 吸合將包裝袋子下孔封合。這時原材料經過運輸管路進到包裝袋子中,隨後根據分離出來吹氣檢查口,空氣壓縮再度進到管路,將運輸管路中殘留料分離出來,橫封組織 再度吸合進行包裝袋子上端封合。全自動包裝機橫封組織 選用U形密封,吸合一次可另外進行當今次包裝袋子上口的封合和下一包裝袋子下孔的封合。進行包裝後,切割刀將包裝袋子切離,落下來的包裝袋子曆經導輪掉入輸送帶中。
在高速小袋包裝機設計方案時,送料一部分非常選用氣動式送料。待包裝原材料裝進盛料盤裏之後,在盛料回旋轉的全過程中,原材料會掉入固定不動在其中的好幾個容量式盛加料器內。當每一個容量式盛加料器所屬的通孔兩者之間正下方的轉動盤裏的聯接氣管轉到給料氣管下方時,空氣壓縮便將原材料吹進運輸管路。盛料回旋轉一周,可完成數次吹氣檢查送料,進而完成髙速送料,進而保證 髙速包裝的開展。在保證每袋包裝原材料品質為0.5G的基本上,設計方案包裝速率達到240袋/min。
髙速全自動包裝機工作模式步驟如圖所示1所顯示。
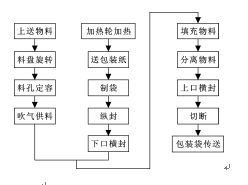
圖1髙速全自動包裝機工作模式流程表
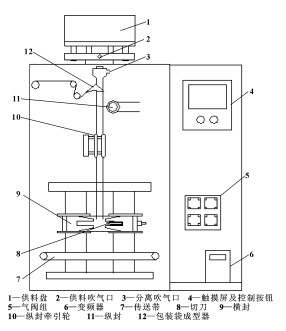
髙速全自動包裝機整體框架圖如圖2所顯示,關鍵由送料盤、進氣口、縱封、橫封、切割刀、軟啟動器、閥門組、觸摸顯示屏等構成。
圖2髙速全自動包裝機整體框架圖
2髙速全自動包裝機氣動控製閥設計方案
2.1 氣動控製閥總體方案設計
全自動包裝機氣動控製閥的氣動式控製回路控製圖如圖所示3所顯示,
氣動控製閥關鍵包含4個汽缸及其6個繼電器。在其中汽缸功效以下:縱封汽缸的關鍵功效是促進縱封沿縱封挪動槽開展水準挪動,在縱封抵達特定部位後出示穩定的標準氣壓,確保縱封維持在特定部位,進而開展包裝袋的縱封解決;縱封牽引帶輪汽缸的功效是促進後麵的縱封牽引帶輪往前側牽引帶輪挨近,使牽引帶輪迅速抵達並維持在特定部位;橫封汽缸的關鍵功效是促進橫封,減少橫封的水準行程安排,降低工作中用時;切割刀汽缸的關鍵功效是迅速促進切割刀,保證 將包裝結束的包裝袋子高速激光切割分離出來。
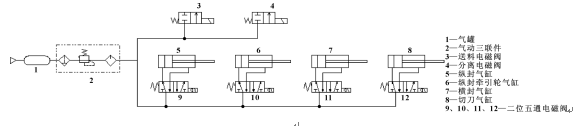
圖3氣動式控製回路控製圖
在設計方案髙速全自動包裝機時,縱封、縱封牽引帶輪和橫封在標準氣壓減少後會全自動後退,切割刀附帶彈黃,在進行前行激光切割工作中後,彈黃會帶動切割刀全自動後退。因此各汽缸均選用二位五通電液換向閥做為主控芯片元器件。給料和分離出來繼電器均選用二位二通繼電器:給料繼電器的功效是當送料一部分各氣管部位配對組成詳細氣管時打開,促使壓萬縮方空數氣據圓滿從進風口進到,將原材料經過送
料氣管傳至管路中;分離出來繼電器則是在當檢驗到原材料沿管路曆經檢測點後,分離出來繼電器打開,空氣壓縮從分離出來吹氣檢查口進到管路,目地是保證 原材料徹底進到包裝袋包範圍內,進而降低原材料包裝偏差。
2.2 氣動式送料一部分設計方案
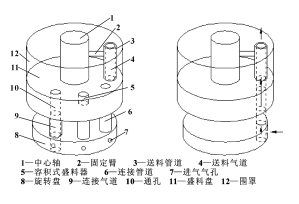
供送設備能依照包裝工藝規定及全自動包裝機工作中節奏感,融洽地將包裝原材料、包裝製品等逐漸送到預訂位置,它決策全部機器設備的生產率和自動化技術水平[8]。該髙速全自動包裝機根據氣動控製閥完成了髙速送料,其吹氣檢查送料一部分框架圖如圖16所顯示,在盛料盤裏有八個埋孔,埋孔內固定不動著容量式盛加料器,容量式盛加料器下邊為金屬材料細紗網,使汽體能圓滿根據。轉動盤外壁設立氣管,而且轉動盤經過聯接件和盛料盤固定不動,促使埋孔10和聯接氣管9在豎直方位維持無空隙重疊,在旋轉時,原材料盤與轉動盤有同樣的轉動速率。當原材料倒進盛料盤後,盛料盤旋轉,原材料掉入容量式盛加料器中。當盛料盤的埋孔10與給料氣管4在豎直部位重疊時,縮小汽體從進氣口出氣孔7進到,順著途徑從聯接氣管9到埋孔10到給料氣管4,就可以將固定不動容積的原材料帶到運輸管路,進到包裝階段。
2 高速計數一部分
為確保髙速記數的精確性,在電腦編程一部分選用髙速電子計數器,其操縱plc梯形圖其如圖所示5所顯示。
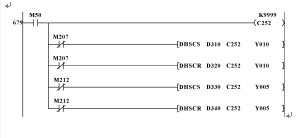
圖5控製梯形圖
圖6髙速記數時序圖
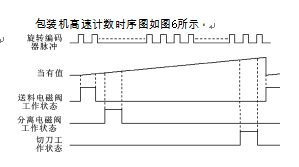
圖6吹氣檢查送料一部分框架圖
3PLC全自動自動控製係統設計方案
3.1 係統軟件硬件配置型號選擇及I/O分派
融合髙速全自動包裝機的應用規定,自動控製係統設計方案鍵入等級為10個,輸出等級為13個。曆經綜合性考慮,自動控製係統選用三菱FX3U-32MT型PLC並改裝溫度檢測與模塊FX2N-2LC,在其中FX3U-32MT本身含有16路鍵入點和16路輸出點,輸出方式為晶體管輸出[9],得以考慮具體生產製造規定。PLC控製的鍵入、輸出點分配如表1所顯示。
表1髙速全自動包裝機PLC控製的輸入、輸出點分派表
編號名字輸入點編號名字輸出點
1旋轉編碼器A相 X0 1 電動機起動 Y0
2旋轉編碼器B相 X1 2 電動機啟動出光 Y1
3旋轉編碼器校準 X3 3袋傳輸操縱電動機 Y2
4記數光電傳感器 X4 4 補料操縱電動機 Y3
5電動機起動鍵 X5 5 橫封繼電器 Y4
6電動機點動鍵 X6 6 切割刀繼電器 Y5
7電動機終止鍵 X7 7 報警係統燈 Y6
8氣動閥門不夠警報 X10 8 給料繼電器 Y7
9無料檢驗限位開關X11 9 分離出來繼電器 Y10
10急停開關 X12 10排序記數繼電器Y11
11縱封卡緊繼電器Y12
12送紙繼電器 Y13
4 結果
這種高速小袋包裝機應用氣動式送料方式,總體結構緊湊簡易,與傳統式一小包全自動包裝機對比,生產製造速率完成大幅度提高。依靠PLC強勁且平穩的操縱作用對氣動控製閥開展操縱,係統軟件可以信賴,在具體生產製造運用中具備很高的營銷推廣使用價值。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器