谘詢電話
ENGLISH0755-88840386包裝機自動對標裝置的設計
發布時間:2020-08-21 09:36:19 |來源:
1、序言
全自動包裝機可運用於藥業、食品類、護膚品等領域,對片狀、膠囊、濃稠、半濃稠、顆粒物、液體等不一樣形狀的原材料開展四邊封口袋包裝。
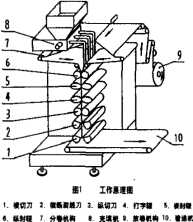
如圖所示1所顯示,該設備最先根據放卷組織將塑料薄膜送至分卷組織,在這裏將塑料薄膜從正中間一分為二,再曆經分卷板及導輻使塑料薄膜變向,進到封合區,根據縱封、橫封、填充上料、複印生產批號、橫破裂線、橫切麵、最終產生製成品,由皮帶輸送機輸出。
2、脈衝阻尼器走刀速率的調整
在傳動裝置中,有4處選用分動箱組織。電腦打字、橫著破裂線、橫切麵部位的調節是以橫封帶為標準的,因而在電腦打字、橫著破裂線、橫切麵的傳動齒輪中各設定一個分動箱,她們的調節全是根據操作麵板上的按鍵各自操縱分別傳動齒輪中的傳動齒輪分動箱,使電腦打字、橫著破裂線、橫切麵部位相對性橫封帶對正,調節好以後,三個按鍵不可再隨便按壓。
在縱封棍傳動齒輪中也設定一個分動箱,可全自動開展縱封輻瞬間轉速調節,以做到色標卡對正橫封帶。除此之外,縱封輻也有牽引帶包裝料袋的作用。該組織的傳動齒輪中,傳動齒輪分動箱組織選用光學數據信號操縱,自動控製係統色標卡對正橫封帶,確保包裝印刷圖案設計的詳細精確。
調節光電傳感器部位時,最先將光電傳感器在包裝薄膜總寬方位上與色標點符號兩端對齊,使光電傳感器能一切正常工作中,這時起動服務器,使設備一切正常運行,待包裝薄膜上色標點符號相對性橫封帶部位平穩後,應用手動式按鍵操縱縱封鏈中的分動箱,使橫封輾上的橫封帶與包裝材料色標卡對正,把服務器停在這裏部位,隨後將光電傳感器部位調節到色標點符號上就可以。
下邊以縱封戒傳動齒輪中的分動箱為例子,剖析一下分動箱是如何開展一瞬間轉速調節,以做到色標卡對正橫封帶作用的。
如圖2所顯示為傳動齒輪分動箱的結構示意圖。取渦杆升角低於傳動齒輪間的劑量內摩擦角,則當'蝸輪蝸杆為積極件時,渦杆將把蝸輪蝸杆鎖定,使其不可以旋轉。因為傳動齒輪1和蝸輪蝸杆相接,因此當傳動齒輪3為積極件時,不可以推動傳動齒輪1旋轉。在其中渦杆由單相電賠償電動機推動,與傳動齒輪3相接的鏈輪鏈條由主電動機根據減速器推動。
當塑料薄膜的走刀速率相對性橫封戒一切正常時,單相電賠償電動機不轉,主電動機根據減速器推動鏈輪鏈條轉動。因為蝸輪蝸杆被蝸杆鎖定,與蝸輪蝸杆相接的傳動齒輪1也相對不可以旋轉,因此當傳動齒輪3隨鏈輪鏈條同速轉動時,軸H、軸I便會以一半的轉速比隨傳動齒輪3同方向轉動。
當脈衝阻尼器的走刀速率相對性橫封輻稍快或偏慢時,賠償電動機起動。賠償電動機根據蝸杆、蝸輪蝸杆、推動傳動齒輪1轉動,因為賠償電動機的輸出功率遠低於主電動機的輸出功率,因而傳動齒輪1的轉動不可以更改傳動齒輪3的轉速比,而隻有使軸口、軸I的轉速比提升或變弱,進而完成了色標卡對正橫封帶。電機控製一部分選用FX2係列可程序編程控製板開展操縱,光學檢驗元器件和凸輪控製器組成作用於單相電賠償電動機,用於操縱電動機的正反轉。凸輪控製器的運行狀態如圖所示3所顯示。
(a)情況說明,當檢驗頭檢驗到下一個色標卡數據信號時,凸輪控製器轉動的視角恰好在348。〜372。範疇內,表明脈衝阻尼器的速率相對性橫封輻為一切正常情況。
(b)情況說明,當檢驗頭檢驗到下一個色標卡數據信號時,凸輪控製器轉動的視角不夠348。,表明脈衝阻尼器相對性橫封轅走快T,應當讓賠償電動機翻轉,使色標卡部位與橫封帶相對性正。
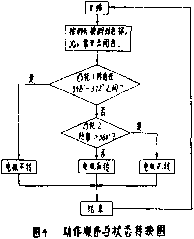
(c)情況與(b)情況反過來,當檢驗頭檢驗到下一個色標卡數據信號時,凸輪控製器轉動的視角超出372。,表明脈衝阻尼器相對性橫封輻走慢了,應當讓補償電動機正轉。
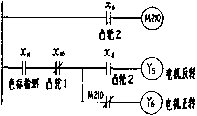
在其中凸輪軸1相匹配的接觸點為常閉情況,運行狀態為開啟,工作中視角為348。〜372。。凸輪軸2為180°~360°。
plc梯形圖如圖所示5所顯示。
成縱向封合帶。除此之外,該組織S5還能牽引帶包裝料袋向前走給。
3、磨具的拆換
橫封設備由一對橫封輾構成,內配有電加熱器,工作中時兩視成對相背持續旋轉,兩輻中間的工作壓力根據壓縮彈簧調節,橫封便是對料袋開展橫著封合(即料袋底和口的封合),橫封輻一周有兩根封合帶,即每轉一周封合三袋,由傳動裝置根據傳動鏈條使其旋轉。
僅有當料袋總寬更改時才拆換縱封輾和橫封報,另外調節電腦打字及縱剖刀徑向部位。料袋長短更改時不用拆換磨具,隻需調節縱封、縱剖傳動齒輪中的減速比,而橫封、電腦打字還維持原先情況,那樣料袋的長短就可以根據縱封輾轉速的更改而產生變化。
4、巧用可調偏心鏈輪鏈條
當縱封棍的轉速比更改,而橫封輾的轉速比不會改變時,因為橫封時瞬間角速度與料袋膜的角速度不一致,進而料袋膜發皺或拉伸過多,乃至斷裂。以便處理這個問題,我們在橫封輻的傳動齒輪中選用了可調軸力鏈輪鏈條組織,用以調節橫封時瞬間角速度與料袋膜的角速度相一致。
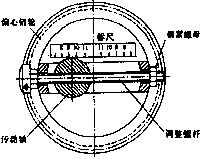
如圖所示6所顯示為可調偏心鏈輪鏈條的構造示意圖。
在軸力鏈輪鏈條端表麵製有標尺尺標,標值與料袋長短正相關,依據不一樣的料袋長短調節軸力鏈輪鏈條的偏心率。調節時最先鬆掉調節擠出機螺杆上的防鬆螺母,隨後旋轉調節擠出機螺杆,使軸力鏈輪鏈條所需調節的標尺值指向轉動軸中心,調整好以後,將其卡緊就可以。
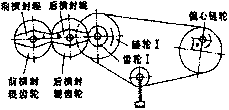
在圖7中,軸力鏈輪鏈條和鏈輪鏈條I的齒數同樣,前、後橫封輻傳動齒輪的齒數同樣,後橫封輻傳動齒輪的齒數是傳動齒輪I齒數的2倍。那樣,軸力鏈輪鏈條沿轉動軸轉一圈,鏈輪鏈條I、傳動齒輪I也相對轉一圈,而前、後橫封根傳動齒輪隻轉半圏。換句話說,軸力鏈輪鏈條繞轉動軸轉一圈,橫封輾轉兩圈,封一袋。
經服務器點動運行,當前橫封輻上的A點與後橫封轅上的B點重疊時,調整凸輪軸部位,使偏,小鏈輪鏈條的軸力方位與傳動鏈條緊邊軌跡方位豎直,並使凸輪軸處在傳動鏈條緊邊一側,隨後將傳動齒輪I與後橫封輾傳動齒輪相齒合就可以。
當設備運轉到圖7位置時,軸力輪距傳動鏈條緊邊的間距最短,相對地A、B二點的瞬間角速度也最少,那樣就確保了橫封時速率輕緩,且瞬間角速度與料袋膜的角速度相一致。
一樣,在複印設備的傳動齒輪中也選用了軸力鏈輪鏈條組織,其基本原理和功效與橫封設備的軸力鏈輪鏈條組織同樣,這兒就已不詳細描述。
那樣,根據巧用軸力鏈輪鏈條,精簡了設備的傳動裝置,使磨具拆換更為簡單便捷,且節省了設備的製造成本。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器