谘詢電話
ENGLISH0755-88840386TG係列全自動包裝計量秤
發布時間:2020-08-24 10:10:15 |來源:網絡轉載
1工作原理
在化工、水泥生產、糧食、伺料加工過程中,都需對成品進行定量包裝C傳統的定量方式是采用人工裝包或使用杠杆式機械包裝秤。但無論采用哪種方法都難以達到計童精度,產品質量不穩定。我們研製的TG係列包裝計量秤是采用現代傳感技術和單片機應用技術的電腦型包裝計量秤。其產品有:適用於粉狀和顆粒狀料的螺旋式有鬥秤;適用於顆粒料小尺寸插門式無鬥秤.
TG係列電腦包裝計駐秤,主要由機械執行機構(秤體)和電腦控製器兩大部分組成,其中秤體由存料鬥、氣缸控製或電動控製進料裝置和夾袋機構、各種位置開關等構成。電腦控製器由MCS-51係列單.片微型計算機配以高精度稱重傳感器、儀表放大器和12位逐次逼近式A/D轉換器以及光電隔離輸入、輸出、圧0顯示、鍵盤輸入和數據存貯器等組成“
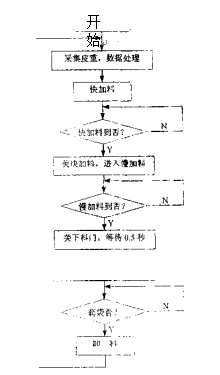
按秤的運動原理是:當操作者在夾袋機構上套有包裝袋後,包裝秤自動采集皮重,並通過電磁閥控製氣缸運動,打開下料門開始下料,當下料到預先設定的重量時,下料門關閉一部分.使下料速度減慢,爾後,料下到另一規定重量時又使門關小一部分,使用最慢的速度繼續下料,在袋中料達到規定重量時立刻關閉下料門,停止下料,自動卸袋,並等待下-包的稱重,
整個過程均由控製器自動完成,而重暈的變化是由兩隻應變式稱重傳感器來感知,通過儀表放大後經A/D轉換後送單片機來處理的。其控製方框圖如圖1所示°
在該電腦包裝計量秤的研製中,首次采用平插門、單氣缸和通用型電磁閥新型結構控製多種下料速度。
2控製器硬件組成
控製器硬件主要由:CPU部分、鍵盤顯示部分、A/D轉換部分、I/O部分、放大部分、通訊部分、數據存貯部分和電源部分等八大部分組成。
(2.1)CPU部分:采用AT89CH配以6M晶振構成,其中P0口作總線用,P1口作輸入、輸出用,円口作普通I/O和特殊功能用,為節省I/O口,P2口沒有作高8位地址,隻用2位作為片選信號,其餘6位用作I/O。
(2.2}鍵盤顯示部分:它是以專用鍵盤顯示電路intell8279為核心,配有20隻鍵的觸摸鏈盤和10位LED顯示的鍵盤顯示係統,其中4位顯示稱重量,6位顯示累計包數和累計重蠻,段驅動僅用一片驅動器74LS24O,位驅動也僅一片BCD碼譯碼驅動器74IS145構我最簡係統-
(2.3) A/D轉換部分:A/U轉換釆用逐次;®近A/D轉換器AD574KD,它具有【2位並行輸岀功能,
最小轉換時間為45秒。
(2.5) 放大部分:放大部分使用儀表放大器AD524和部分測理電路組成,
(2.6)通訊部分:供係統利fflAT89C51提供的串行通訊功能位RXD和TXD兩檢特殊功能位,輔以2路光電隔離電路迸行電平變換構成完整可靠的RS232通訊接口。使用SN75LBC184構成RS-4&5通訊接口,兩種接口可任選其一,轉換方便。
(2.7)敷據存貯部分:該係統的部分數據和部分參數是需長期保存,因此釆用一片DS122O非易失
數據存貯器,該存貯容量為2K字節,它具有讀寫速度快、保存時間長(10年)等特點,主要用於存貯臨時數據和長期獨存數據及一些設定參數。
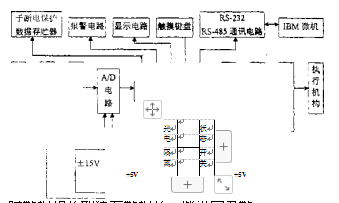
圖1 係統組成圖
(2.8) 慮源:本係統共提供+5V、±15V和+8V四種電源。
3軟件係統組成:
3.1由於孩係統采用AT89C51單片機作為控製器的CPU,因此該軟件采用MCS-51匯編語言編程。程序采用模塊化結構,各模塊之間可互相調用,対於通用處理程序使用小塊子程序,便於各功能塊的配合和調用。其基本模塊為:初始化模塊、參數輸入模塊(鍵盤輸入)、稱重模塊、數據采集模塊、數據轉換模塊、顯示模塊、累計模塊、清零模塊、通訊模塊等。各模塊之間釆用子程序調用或中斷調用等辦法來協調。,島之,係統工作時,由係統總控程序管理,稱重程序完成釆皮重、夾袋、稼重、卸料的全過程。由於該係統的特殊性,鍵盤輸入、各幵關量的輸入均采用査詢方式,但通訊是采用串行口中斷方式,這樣能保證從機可隨機接受主機的各種命令,達到渣零.傳遞數據的目的。利用RS232和RS485共用一通用程序,很容易便不同用戶使用不同通訊口構成多機通訊管理係統,因程序共有1800多條,故不列清單,其係統框圖見圖2,禰重模塊框圖見圖3,誦訊中斷子程序框圖見圖4
3.2對“落差”的自尋優設計
所謂“落差”即在計量秤關門,停止F料後.落於料鬥的“殘餘料重”,由於下料速度及成品倉倉壓是不均勻的,故“殘餘料重”也是不同的,故要進行所謂的“落差修正”,在該係統中.我們釆用的是人工預定和自尋優修正相結合的辦法。其具體辦法如F:
由比例調節基本關係式:
△Y=SX (1)
控製誤差。式中為輸出變化為輸.人變化量,K為比例係數,其中就是本係統要求輸出的控製門限,而控製門限的修正,是由控製誤差的變化量決定的。所以控製誤差就是算式的輸入變化最「控製誤差是設定值同實際值之間的差值。要求修正的控製門限變蚩,是由“本次控製門限”同修正後的''下一次控製門限”之差決定的°根據以上分析,將比例調節關係式(1)演化為具體的測控數學關係式:
K(Fs-F。 ⑵
式中:虯《“宀為下一次控製門限值,Eg為本次控製門限值,K為比例係數.%為設定值,F[為實際值、
軟件實際運行的算式是:
Fy=F^+KtFs-Fi) ⑶
算式的關鍵是求出:“下一次控製門限值”,而“本次控製門限值”是上一次測控過程中得到的“F一次控製門限值氣周而複始,就形成了自尋最優控製門限,自適應現場條件變化的過程,使係統具有一定智能化水平。
係統的控製誤差的獲取,是利用等待時間自動完成的(係統機械穩定後才允許卸包八具體是在發出關斷進料閘板信號卮,延時0.5秒,苒測一次現場重量,該重晝為實際值,設定值同實際值之差就是控製誤差,進而求出下一次控製門限值.
首次逅行時,采用工人鍵盤輸入本次控製門限,在計覺裝置運動後,按公式耗算“下一次控製門限值”,係統進入自動尋優狀態。
比例係統的選取,決定控製係統的動態特性,過大將產生較大的超調童,過小則尋優速度太慢。我們取,效果較好,
4抗幹擾措施
由於包裝計景裝置所處的環境有較強的電磁幹擾,粉塵汙染嚴重,有的地方電網也很不穩定,因此必須有較好的抗幹擾措施才能保證其正常工作.
4.5精密、穩定、可靠的電源:使形隔離變壓器和電源低通濾波器,作為各整流穩壓電源的輸入.電源容蛍留有充分餘量。整流和穩壓前後有高、低通濾波電路。對於傳感電源,使用AD574中+】QV的輸出基準作為基準點,采用LM308作為負反饋放大器經IWOO信流放大後輸入】0V電源作為傳感器電源。這樣,放大電源,傳感器樁壓、A/D轉換基準統一,有效地提高了係統的穩定性和精度一
4.2軟件采用重合濾波法:即去極值平灼法和加權平均值法的綜合在采集一個數據點時連續釆樣(1。次),去掉最大值和最小值,餘下(8次)職算術平均值,再與前7次(共8次)數據求加權平均值°具體方法是在內存中建立隊K固定為m的隊列存貯區,每進行一新的測導,將結果推入隊尾,向前遞推,將位於隊首的最舊的數據推出隊列,隻有隊利中的數據參加加權平均值計算、該方法的顯著優點是:在相對不增加采樣次數的條件下,使更多的數據參數均值計算.強化了濾波效果。放在隊列中的每個數據鬱是連續采樣10次後,去掉一個最杪[和一個最小值,餘下8次數據作算術平均的結果。隊列長度固定為m=8,所以獲得一個有效數據隻菜*10次,實際上是80個采樣數據的結合結果°我們在“權”係數上做得比較粗,前7次之和的“權”係數是1/4,而最後一次的“權”係數是3/4。
4.3所有輸入、輸出都采用光電隔離電路,且所有位置、狀態開關均使用霍爾磁性開關,傳感器使用屏蔽線輸入,有效地防止了幹擾信號的引入。
4.4采用1L7705CP電源監視電路,在電源波動時產生複位信號,使係統複位。由於軟件設有相應斷點,可恢複工作。有效防止因電源波動引起的“死機”和“跑飛”現象。
4.5接地合理良好.尤其注意外接電路與單片機的地線的處理。
4.6對於常用數據釆用多地址存放,比較措施,保迎了係統數據的正確。
IC係列全自動包裝秤先後在湖南、湖北、安徽的糧食、飼料加工和水泥生產中推廣應用,經過近四年的實際考驗,證明該係統軟件設計先進,硬件穩定可靠,機械結構設計新穎,計皇精度達到了0.2%,數據輸入、修正方便。具有實用搓廣價值。
5結束語
采用角位移變換器的塗布機三環張力控製係統,是作者設計並運用MAHAB的SIMULTNK計算機.仿真技術指導調試。該係統已在湖北省某紙廠的塗布機上應用,多年來,運行效果良好。
目前絕大多數國產的諸如造紙,紡織.卬染以及化纖等設備,都是不帶張力調節的控製係統,生產的產品質量不高,檔次低,車速上不去,生產效率也很低。如果采用本文介紹的張力調節係統,所添元件和設備的成本低廉.即可大大提高產品質量和生產效率。這種張力閉環控製係統,對有關工業設備的更新改造有著廣泛的應用前景。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器