谘詢電話
ENGLISH0755-88840386液體物料自動稱重配料控製係統
發布時間:2020-08-27 16:52:58 |來源:網絡轉載
本文設計了針對液體物料的自動稱重配料控製係統,可實現生產過程中的在線動態稱重,通過實施動態稱重可以提高係統的精度、係統的可靠性、為係統提供複雜功能支持。係統經調試現已投入使用,有效的提高了配料精度和生產效率。
1係統構成及配置
1.1係統構成
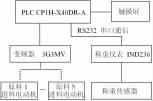
係統有5個原料罐,1個稱重罐和1個攪拌罐,工作時由電動機帶動泵向稱重罐依次注入不同原料罐內的液體物料,物料的目標重量由觸摸屏進行設置,每種原料稱完以後注入攪拌罐,當5種原料全部注入攪拌罐以後進行攪拌,完成整個工藝流程。自動稱重配料控製係統由PLC、稱重儀表、觸摸屏和變頻器
等組成,PLC型號為OMRONCP1H-X40DR-A,稱重儀表采用托利多IND236稱重儀表,觸摸屏選用OMRONNP5-MQ000型號,變頻器型號為OMRON3G3MV。控製係統以PLC作為主站,IND236稱重儀表作為從站,可以連接多個IND236稱重儀表作為從站,此次設計隻采用一台IND236作為從站即可滿足生產需要,如需要多個從站需添加PLC的擴展模塊[1],控製結構如圖1所示。
以及稱重狀態信息,提供給遠程裝置PLC,數據含有17或18個字節[2],標準連續輸出的格式如圖2所示。
![]()
圖2標準連續輸出格式
串口通信參數主要包括端口號、波特率、數據位、停止位和奇偶校驗位;端口號設為COM1,並將COM1設為連續輸出模式,波特率為9600,數據位為8,停止位為1,奇偶校驗位為0,其他參數默認。PLC添加通信選件板後,使用OMRONPLC編程軟件CX-P,對PLC進行通信參數設置,波特率9600,格式8,1,N,模式RS-232C,起始碼設置0X0002,結束碼接收字節18,通信參數與稱重儀表通信參數一致。
1.2控製策略
物料進料過程中,對稱重罐的衝擊將影響稱重的精度和穩定性,為協調稱重精度和稱重速度,采用三段速進料方式。五種原料依次輪流進料,采用一台變頻器控製五台電動機,PLC通過輸出開關量的不同組合控製變頻器進行變頻調速,實現快速進料、慢速進料和精細進料。在稱重開始時快速進料,當達到快速進料預測給定值W1時,開始慢速進料;當達到慢速進料預測給定值W2時,開始精細進料;當進料總重達到“目標重量-管道料重-允許誤差”時停止進料[3],其中管道料重為電動機停止轉動。
1.3通信設置
以後,殘留在管道中會繼續流入稱重罐的料重。W1、W2為目標控製係統中PLC與IND236稱重儀表、PLC與觸摸屏間均采用RS232串口通信進行數據交換。係統采用的OMRONPLC自帶兩個通信口,選用CP1W-CIF01選件板將COM1、COM2配置成RS232C串行通信口,分別連接IND236稱重儀表和觸摸屏。
IND236稱重儀表支持一個標準串行端口和一個可選的串行端口,分別為COM1(主板上的標準串口)和COM2(可選串口)。COM1為IND236儀表的默認通信端口,采用RS232通信方式。選用COM1作為通信端口,將COM1設為連續輸出模式,以便PLC實時數據處理。
IND236稱重儀表的連續輸出模式可以連續發送重量數據重量的百分比,由實際測試中取最優值,目標重量、允許誤差由觸摸屏進行設置。
2程序設計
2.1PLC主程序
係統設有手動和自動兩種工作模式,由控製麵板的轉換開關進行工作模式切換。手動模式下,按下相應的進料按鈕,當物料達到觸摸屏設置的目標值時,停止進料等待下一種物料的進料指令;自動模式下,當第一種物料到達目標值注入攪拌罐後,接著進下一種物料,依次循環直到最後一種物料。手動和自動模式都需在觸摸屏上設置物料的目標值及其它相關參數。
主程序設計流程圖如圖3所示。
2.2通信子程序
控製係統程序的核心部分為通信子程序,通信程序設計的是否合理直接影響著係統是否能正常運行及配料的精度,下麵就通信子程序的設計及通信中斷現象做簡要的論述。
自動稱重配料係統中
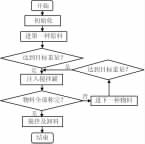
圖3流程圖
PLC特殊輔助繼電器區串行端口1再啟動標誌A526.01置位,串行端口啟動後延時複位,串行端口開始接收稱重數據;接收到的數據存儲到PLC的緩衝區,當接收完設置的18個字節後,串行端口1接收結束標誌A392.14置位,利用PLC的串行端口接收指令RXD讀取緩衝區的數據並存儲到相應的存儲區中,部分通信子程序如圖5所示。稱重儀表發送的為ASCII碼重量信息,PLC讀取以後需要進行數據轉化。
在動態稱重通信過程中容易出現通信中斷現象,主要是由數據溢出造成的。當數據接收結束標誌A392.14為ON時,RXD指令迅速讀出接收數據,如果這樣繼續接收數據時,當超過緩衝區的容量時,串行端口就為溢出出錯狀態,停止接收動作,這時需要重新啟動串口清除緩衝數據恢複通信[4]。
稱重儀表設為連續輸出模式,PLC實時讀取重量數據並判斷數據是否有效,通信子程序設計流程圖如圖4所示。係統啟動以後,
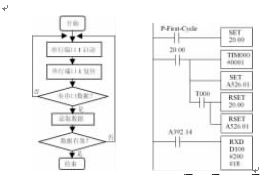
圖4通信子程序流程圖 圖5部分通信子程序
3結束語
所設計的液體物料自動稱重配料控製係統現已投入使用,使得配料精度和生產效率得到大幅度提高,滿足了生產工藝的要求,提高了設備的可維護性。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器