谘詢電話
ENGLISH0755-88840386自動包裝線皮帶跑偏調整對策
發布時間:2020-08-31 10:47:12 |來源:網絡轉載
引言
中國石化分公司氯堿廠聚氯乙烯粉料自動包裝裝置由兩部分組成:1#包裝裝置1988年投產,2000年包裝能力擴建成23萬噸/年;2#包裝裝置2004年建成投產,包裝能力37萬噸/年。作為自動包裝生產線重要組成部分的輸送機,擔負著物料由包裝機輸送至碼垛機的傳輸任務,其安全穩定運行的可靠性,決定著自動包裝線的運行效率。帶式輸送機,是由電動機提供動力,經主動滾筒帶動,由被動滾筒借助張緊調節機構相連接而形成的封閉成環形的輸送機構。帶式輸送機的載重部分是由上部托輥組支撐,空載部分是由下部托輥組承托,依靠帶子與滾筒之間的相互摩擦,驅使皮帶不停的轉動,進行物料的輸送作業[1]。跑偏是指帶式輸送機在工作過程中輸送帶的中心線與機架的中心線不重合或者說相偏離的現象。在帶式輸送機作業過程中,輸送帶作為牽引部件輸送物料,同時又是承載部件,承托物料,工況時刻在變,容易出現跑偏,一旦出現嚴重的跑偏現象,會造成輸送帶邊緣與機身相磨擦,導致輸送帶邊緣刮傷、磨毛、撕裂與形變,進而會導致料袋破損或者皮帶永久性損傷,不利於安全生產,因此,找出輸送機皮帶跑偏的成因並及時消除跑偏現象,對維護裝置平穩運行,減少物料損失,降低配件消耗至關重要。
1頭部驅動滾筒或尾端被動滾筒上的跑偏
(1)頭部驅動滾筒或尾部被動滾筒的軸中線與輸送機架的中心連線不是垂直關係,造成皮帶在頭部驅動滾筒或尾部被動滾筒處跑偏[2]。如圖1所示,滾筒偏斜時,皮帶就會在滾筒的兩側有著不一致的鬆緊程度,在橫向方向上所受的牽引力也就大小Fp不一,呈現出遞次增加或遞次減小的趨勢,因此就會使皮帶疊加一個朝遞減方向的力Fy,在此受力的影響下,導致皮帶向鬆馳的一側跑偏,也就是通常所說的“跑鬆不跑緊”。
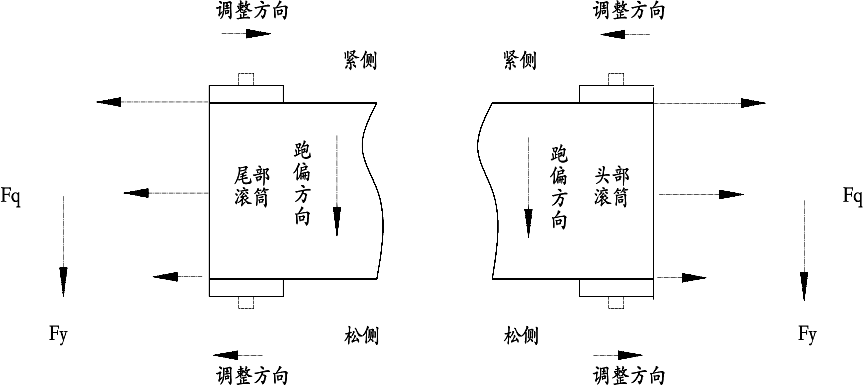
圖1滾筒附近跑偏的受力情況以及調節方式
針對這個情況,調整方法是:對於頭部驅動滾筒來說,如果皮帶跑向滾筒的下邊,則將下側的軸承座適當向右方移動一點,或者把上側的軸承支座適度的向左挪移一些;同理,若皮帶向滾筒的上側方向跑偏,則上側的軸承座適當向右移動一點,或者把下側的軸承支座適當的向左方移動一些距離。需要注意的是,移動是循序漸進的,需要一邊觀察一邊調整,防止調整過度,出現向對側跑偏的情況發生。尾部改向滾筒的調整方法與頭部滾筒的調整有異曲同工之處。總之,需要結合現場運行狀況經過反複調整直到皮帶被調整到較為理想的位置為止[3]。
(2)滾筒軸線不在一個水平麵內,兩端軸承高低有落差引起頭部或尾部跑偏。
由於其支撐不在一個水平麵上,會造成皮帶向高的一邊偏移,也就是通常所說的“跑高不跑低”。此時可通過在滾筒兩端軸承座上適當加減墊片的辦法來確保滾筒軸線在水平位置上,就可避免輸送帶跑偏。
(3)滾筒外表麵加工製作大小不一致、使用過程中因粘附物料或者包膠處理過的滾筒因磨損不均造成直徑大小不一致而引起的跑偏。
這些情況下,皮帶就會向直徑較大的一端跑偏,也就是通常所說的“跑大不跑小”。其受力情況如圖2所示:皮帶的牽引力Fp產生一個向直徑大的一端的分力Fy,在這個分力Fy的作用下,皮帶就會產生偏移。
這種情況出現後,就要根據具體情形來處理,對於因為製作精度引起的,需要及時進行更換符合要求的備用滾筒;因為粘附物料引起的,需要加強輸送帶的空段清掃以減少物料的粘附或者去除灰塵在輸送帶上的積聚,也可以利用生產停歇的間隙,對滾筒上的物料進行清理刮除或者使用壓縮空氣進行吹掃;如果是因為包膠滾筒磨損引起的,則要更換新的備用滾筒,替換下來的需要重新加工或進行再次包膠處理[4]。
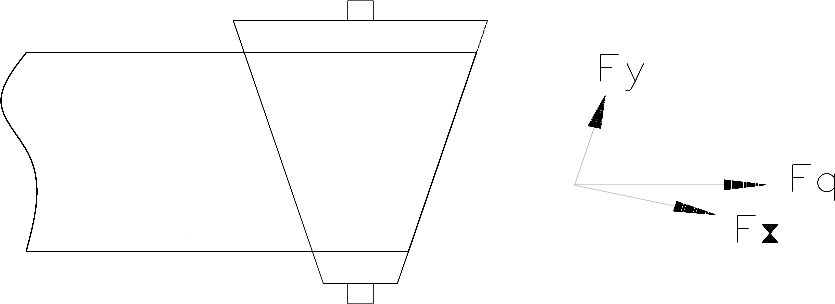
圖2滾筒大小不均時的受力
2輸送帶在頭端與尾端之間的跑偏,稱作中部或局部跑偏
這類跑偏的成因與輸送帶沿途接觸的承載支撐有關,需要根據各自的情況進行分析,可采用以下所述方法分別加以解決。
(1)托輥軸線與輸送帶運行中心線不垂直,引起皮帶在托輥附近處跑偏。
如果輸送帶較長的話,調整單根托輥往往效果不佳,應將跑偏側多個托輥組向輸送帶運行方向調整。相鄰幾組的托輥同時調節往往才能達到消除跑偏的目的,但盡量每組的調整幅度不應過大,防止矯枉過正[5]。
受力分析如圖3所示,皮帶向前運行時施加給托輥一個向前的牽引力Fq,這個牽引力分解為使托輥轉動的分力FZ和一個橫向分力FC,這個橫向分力使托輥軸向竄動,由於托輥支架的固定托輥是無法軸向竄動的,它必然就會對皮帶產生一個反作用力Fy,它會使膠帶向另一側移動,從而導致了跑偏現象。
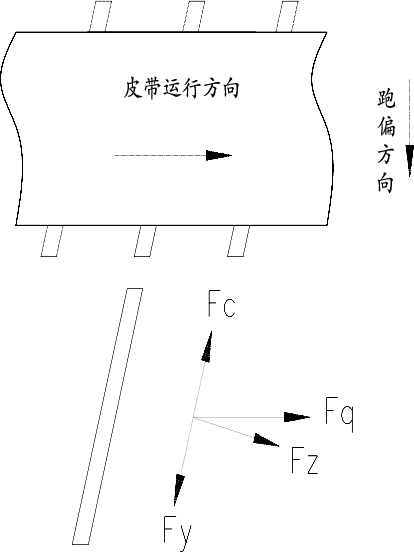
圖3載承托輥偏斜時受力分解
調整方法就是在製造加工的時候,把固定托輥組的兩側安裝孔製作成長條孔,以便根據需要隨時進行調整。具體調整方法,調節方法是皮帶偏向哪一側,托輥組的相應的那一側朝皮帶前進方向前移,或者是對麵一側後移。皮帶向下方方向跑偏則托輥組的下端位處應當向右移動,托輥組的上端位處向左移動。
(2)向輸送帶上加載物料的方向不正,使物料的重量沿帶寬方向分布嚴重不均,引起跑偏,應通過適當調整落料和倒袋位置的方法來消除。
倒袋機構,轉載點處料袋的下落位置對皮帶的跑偏影響很大,尤其在兩條皮帶機在水平麵的投影成直角時影響尤甚。轉載點處上下兩條皮帶機的相對高度也是影響的關鍵,相對高度越低,物料的速度分量在水平方向越大,對下層皮帶的側向衝擊也加大,使物料很難居中,致使橫向皮帶上的物料偏斜,最終導致發生皮帶跑偏現象。如果物料偏到右側,則皮帶向左側跑偏;同樣,如果物料偏到左側,則皮帶向右側跑偏。本裝置為減少或避免皮帶跑偏,通過調整光電開關檢測位置,氣缸推板動作速度,以及橫向檔杆的高度來嚴格控製袋子跌落位置,確保盡量居中投放。另外還增加了擋料導向板引導料袋走向,使料袋運行狀態盡量最佳化,減少對皮帶跑偏的影響。
3張緊裝置調節力度不合適引起的跑偏以及處理方法
張緊裝置是調節皮帶使其保持適度張緊的機構。判斷皮帶鬆緊程度的具體做法是:在皮帶停止運轉的時候,把手從一側皮帶下方伸入並把皮帶輕輕拉起和放下,另一側亦然,目的是通過感受力的大小憑經驗來若判斷皮帶的鬆緊程度。
若張緊力過大,則會造成皮帶彈性失調或者拉傷,軸承損壞乃至滾筒軸頭磨損;反之,若張緊力量太小,皮帶運行就會波動,容易造成跑偏,甚至嚴重時還會造成打滑現象的發生。所以就要根據實際情況及時對張緊機構進行調節。通過調節螺杆的旋入深度來調節張緊程度,要注意的是,調節要循序漸進,邊觀察邊調節,切忌調節過量。而且,兩側張緊杆要同步調節,防止受力不均。
如果當張緊力已經調節至極限仍不足以維持皮帶正常運行時,說明皮帶被嚴重拉長已經無法繼續滿足使用條件了,此時就需要重新更換皮帶,或者把皮帶剪短之後重新膠接起來繼續使用。
4結語
聚氯乙烯粉料包裝線共有皮帶輸送機196台組,自2018年全麵調整以來,皮帶始終處於一個良好的運行狀態,大大減少了因跑偏磨損以及受力不均,載荷不平衡而對皮帶造成的撕裂、彈性失調等永久性損傷,極大地延長了皮帶使用壽命。對比之前情況,裝置皮帶更換率降低60%,收效顯著,不僅減輕了維修人員的工作量,節約了備件消耗費用,降低了生產成本,而且壓減了維修工期,保證了設備長周期穩定運行,為上遊生產裝置打通了全流程。
文章來源於網絡轉載,侵刪
- 上一篇:自動包裝線不連續包裝故障分析與處理
- 下一篇:自動包裝線新型測控係統
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器