谘詢電話
ENGLISH0755-88840386自動包裝線新型測控係統
發布時間:2020-08-31 10:52:45 |來源:網絡轉載
這一種新的測控係統,能夠在多道工序的關鍵部位都安裝了光電檢測傳感器。僅此一項就可設置了近百路光電檢測信號,以確保記數的可靠。為了使操作簡單,運行無誤,選擇了PLC作為主控單元,以彩色觸摸屏作為控製窗口的測與控相結合,單片機、PC機與各執行器件相互關聯的一種新型測控係統。
1主控單元的設計與分析
1.1主控單元的工作原理
主控單元由PLC(可編程邏輯控製器)來擔任。它不僅是控製元件,也是係統的通訊核心。為其工作原理,如圖1所示。
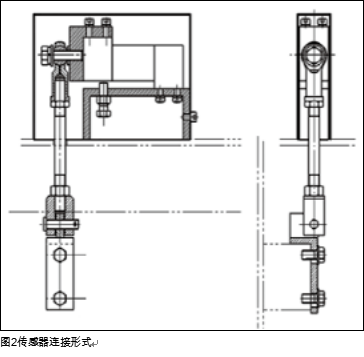
在PLC的輸入端設置了實現7項檢測和監視任務的傳感器,並由這些傳感器共同組成檢測係統。
PLC執行控製的輸入端有同步信號發生器和觸摸屏。同步信號類似於係統運轉的標準時鍾,PLC每收到一個同步信號,顯示和發出是否按要求的控製信號並轉入下道工序.
1.2主控單元的特性分析
在傳統的控製係統中,各種按鈕和傳感器信號作為PLC輸入信號。這種體係的缺點是:
(1)硬件結構多,各種連接線很多,容易出故障,且修改不方便;
(2)缺少形象直觀的顯示,雖然每個輸出點上都有相應的指示燈,但PLC裝在電器櫃內,不易觀察,各個寄存器的狀態更是無以考察;
(3)沒有統計單元,各個執行機構的動作,PLC的狀態等都沒有準確的記錄,對係統無法進行統計方麵的工作,不利於機器長期運行時問題的發現;
(4)因硬件輸入設備(如按鈕)多,造成操作人員需記憶繁瑣的操作規程,且易誤操作。在本PLC控製體係中,用觸摸屏代替了傳統控製麵板;應用單片機來完成複雜的計數、自檢與發訊功能;使用上位工控機對機器的運行進行記錄與顯示,從而克服了傳統控製係統的上述缺陷。
2係統的通訊與接口設置
2.1觸摸屏的特性
係統中的觸摸屏是一個比較新的控製與顯示元件。其與傳統意義上的計算機用的觸摸屏有所不同,它是特製的用於工業控製的觸摸屏,稱為工業級人機界麵(IndustrialManMachineInterface),因它的操作方式也是通過觸摸方式來動作的,所以也稱為觸摸屏。它是一種專為PLC應用而設計的小型工作站,是一種智慧型工業用LCD顯示器,具備與各廠牌PLC連線監控能力,以及采用文字、數字或圖形同步顯示內部接點狀態及資料的能力,基本上,它是一種互動式的工作站,配備有圖形液晶顯示器,薄膜按鍵,通訊口等。
人機界麵亦可稱作智能型操作麵板(IntelligentOperatePanel),它能取代大部分傳統控製麵板的功能,使用人機界麵不但可節省PLC的I/O點數,還可節省大量的各式按鈕開關、數字設定及指示燈等顯示裝置,且能隨時顯示重要信息,它的畫麵最大可達255幅,以利操作人員正確的掌握機器狀況和避免錯誤。工人操作時隻需按觸摸屏上的按鍵就可對機器進行操作。觸摸屏的畫麵可以根據現場的實際需要來設置,即便於操作又不會引起人為誤操作,一旦硬件確定,軟件編輯不但全中文化設計,而且非常簡單明了,可以邊試車邊改變,甚至投產後也可根據實際需要進行改動。
2.2係統的通訊與接口設置
係統中PLC不僅是控製元件,也是通訊的核心。PLC不僅要與工控機通訊,還要與觸摸屏通訊,工控機與觸摸屏不直接對話,但可通過寫入和讀取PLC寄存器進行間接的通訊"對PLC的基本要求是有兩個通訊口,除此之外沒有特殊要求。王控機主要用於數據統計,產生各種報表,記錄各種事件發生類型及發生的時間,有利於設備的改造和對•設備的運行情況有進一步的了解,並給出語音報警信號,有利於工人的操作。本係統通訊是最根本的問題,下麵對通訊協議作進一步的說明。
許多工業上用的設備使用EIA標準RS232,RS422或RS485來互相連接或與計算機連接,關於這些規範有一個普遍的誤解,即它們定義了特定的軟件通訊協議。事實上,ANSI/EIA的RS標準隻定義了電氣特性,而不是通訊協議。表1總結了這3種串行接口的主要特性
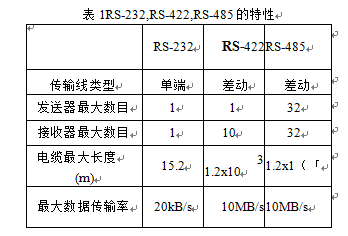
RS-232(ANSI/E1A-RS232)是建立在IBM-PC機上的串行連接,它有許多用途,如連接鼠標,調製解調器以及工業儀表,如果對在線發送器和電纜進行改善,RS-232的通汛距離和速度能比表中所列的數據提高一些,RS-232被定義為串行口和外設之間的點對點連接。
RS-422(EIARS-422-A)是應用在蘋果公司Macintosh計算機上的串行連接°RS-422應用差分電信號,而不是RS-232所用的對地失衡信號,在差分傳輸中使用兩根線分別用於發送和接收,這樣的結構極大地提高了抗幹擾性能和長距離傳輸的能力。工業環境中強的抗幹擾能力和長的傳輸能力具有極大的優越性。
RS-485(EIA-485)是改善了的RS-422,因為它把接收設備數目從10提高到32,並且定義了在最大負荷下為保證正確的電壓信號所必需的電氣特性,抗幹擾能力和多主點能力使RS-485在要求多個分布設備與PC機或其他控製器組成的網絡進行數據收集時尤其有利。
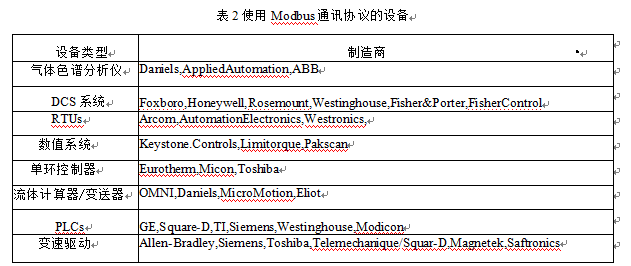
現在隻有很少的幾個傳輸協議被製造廠商所廣泛應用,最普通的通訊協議的方法是使用ASCII字符串組成命令,這些通訊協議中最常用的是異步串行通訊,所謂異步是因為發送端和接收端沒有任何緊密耦合的同步器。這樣的網絡通常是主從網絡,即一個設備(通常是計算機)為主,其他設備為從。許多串行設會製造商為他們的設備製訂了自己的通訊協議,這樣我們就麵臨著一個問題,即怎樣才能理解這些字符,'相對來說,使用語言(如VisualBasic)內部所帶的標準串行功能是比較容易的事,但前提是你必須懂得怎樣使用字符組成命令和串行功能。OptoMux和ModbusASCII是使用標準串行口通訊協議的例子,並且它們已經被許多廠商所認可和采納。是使用Modbus通訊協議設備的一覽表,如表2所示。
另外還有許多通訊協議使用標準串行接口,但它們使用更加複雜的數據打包方法,這些通訊協議使用特殊的結構來確保可靠的通訊。許多這樣的通訊協議是某個特定廠商的專賣品,它需要特殊的軟件驅動和硬件接口,比較典型的如Allen-Bradley的DataHighway+和Modicon的Modbus+。
在新型控製係統中,PLC輸入端隻接傳感器信號,輸出隻接固態繼電器,通過固態繼電器去驅動執行器件。PLC釆用Modicon公司984係列中的A145型,A145可擴充至512個點,可接數字和模擬輸入輸出模塊,且擁有兩個通訊口,Modbus和Modbusplus口。Modbus口是標準的RS-232串行口,用於與觸摸屏通訊。Modbusplus是Modicon公司推出的實現其PLC與其他設備互連的網絡。它是一種高速對等工業局域網,允許多台PLC通過雙絞線對等通訊。Modbusplus采用令牌總線結構,遵循IEEE802.4標準,通訊速率為1Mbps。為了與計算機通訊,工控機內需插一塊SA85卡。釆用Modbusplus與工控機通訊而不用modbus通訊的原因是Modbusplus通訊速率塊,且組網容易。
在係統中對工控機沒有任何特殊要求,軟件選用Intoucho工控Intouch是一個在國內外享有很高聲譽並擁有很多用戶的工控軟件,有很好的界麵環境,功能強大,用它與PLC通訊非常容易。工控機是專為工業控製而設計的計算機,它的各項性能指標都是為在工業現場運行而定的,因此它有很好的防磁、防塵、防衝擊的能力。為此,工控機有幾個區別於與普通計算機的特點,首先,它的ALL-1N-ONEK板是它與普通台式機的最主要的區別,工控機把台式機的幾乎所有主要部件(聲卡不屬於必備品,需另用插槽)集中到一塊卡上麵,提高了它的抗幹擾性能,工控機所用的CPU、內存、硬盤等主要部件與台式機是通用的。此外,工控機除了台式機電源所用的風扇外,還有專門用於排風的風扇,此風扇向外吹風以使工控機內部形成負壓,把機內的灰塵排出機箱外,使機箱保持幹淨。工控機的另一個特點是機箱內插槽很多,一般都在10個以上,這主要是考慮到工控機內有可能插很多的插卡,如通訊卡、數據釆集卡、聲卡等。
3結論
這一新型測控係統具有普通控製係統無法比擬的優點,控製係統硬件配置簡單,僅需幾根通訊線即可,沒有別的引線和需要固定的元件。軟件功能強大,且全部通過編程實現預定功能,這樣可以縮短硬件配置時間,可以在調試甚至正常運行時隨時發現係統的不足之處,隨時修改,不需硬件的任何改動。操作界麵友好,形象生動等等。通過該係統的運行,實現了測與控相結合,多種高新器件的通訊與相關運行。
文章來源於網絡轉載,侵刪
- 上一篇:自動包裝線皮帶跑偏調整對策
- 下一篇:自動稱重灌包機投料係統的技術改造
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器