谘詢電話
ENGLISH0755-88840386全自動包裝機計量裝置的方案設計
發布時間:2020-09-01 09:54:17 |來源:網絡轉載
商品包裝是一個新興的行業,是在商品經濟日益繁榮,市場競爭日趨激烈的新形勢下,逐步成長起來的。在商品流通中,人們對粉狀顆粒狀小袋商品的包裝要求主要有兩個方麵,一是要求包裝美觀,以便吸引顧客,並保證商品在流通環節中包裝袋不出現任何形式的破損。其二是要求包裝袋內的商品計量準確.誤差小(包裝行業標準要求計量誤差小於5知),以維護商品生產廠商的信譽、形象。因此商品包裝的精確計量,是包裝行業時刻關注的一項重要課題。
1定容積式計量裝置
在現有小型全自動包裝機中,定容積式自動計量的方案有以下幾種:
圖1為定容積量杯式計量方案,如方案a所示:轉盤2隨軸1在原動機的驅動下轉動。轉盤2上固定有定容積式量杯6。料鬥4、刮板3、透明罩5隨機架固定不動,且刮板3、透明罩5與活動轉盤2上平麵形成一定容積的料倉(為1/2轉盤麵積,由料鬥4補充上料)。當轉盤2上的定容積量杯6轉入由刮板3隔斷的料倉時,量杯內充填粉狀顆粒狀物料;轉過180。時,量杯上口被刮板刮平;再轉一定角度到隅料口時,由機構頂開量杯的下底蓋7,將定容積的物料倒入落料口,以完成定計量自動落料的動作要求,圖1(b)為移動式定容積量杯自動計量的方案。料鬥11固定在機架上,由勻速轉動的攪拌器10阻止物料結塊,保證落入量杯的物料比重均勻。安裝在滑板上的定容積式量杯,在滑板等幅往複滑移時,將物料填人量杯刮平,再落入岀料口
圖2為轉鼓定容積式計量方式,料鬥1隨機架固定,轉鼓3由原動機驅動作勻速轉動,每轉動90。即從料鬥中分離出一定容積的物料,再轉90。把定容積的物料送入包裝漏鬥7,經製袋切斷機構的協調動作,將散裝的粉粒顆粒狀商品分裝成小袋商品。
上述三種方案都是間歇式落料方案,也就是兩次落料過程之間有一定的時間間隔,這樣有利於包裝製袋的橫封,並保證轉鼓、量杯計量的物品與落入包裝袋中的物料容積保持一致,以確保計量的相對準確性。
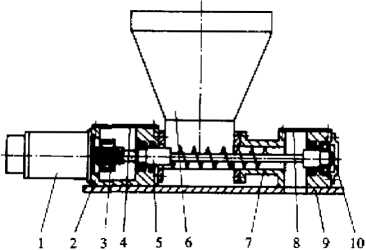
圖3為螺旋輸送式定容積計量方案,螺旋推進器8通過皮帶傳動2由主電機1驅使轉動,落料量的多少可由電磁閘門7的動作控製,也可由電磁離合器10控製。
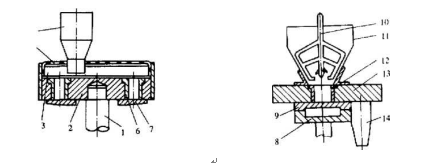
圏1定容積杯計量裝置簡圖
1一轉軸2—轉盤3—刮板4一料鬥5—透明罩6—定量量杯7—活動底蓋8—支建9一滑座2—攪拌器11一料鬥12一計量杯13—滑板14一漏鬥
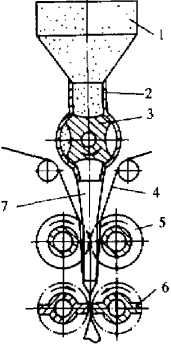
圏2轉鼓定審積計量裝置筒圖
1-料鬥2-殼體3-轉鼓4-薄膜5-縱封輪6-橫封切斷器7-導管
上述幾種落料計量方案,結構簡單,動作靈活,傳動效率高。但定容積量杯和轉鼓容積不可調整,隻能適用於某單一品種的某一限定計量的包裝,且由於量杯、轉鼓的製造誤差,加上物料的密度變化,計量誤差無法調整;螺旋輸送式計量雖可調整,但調整誤差,動作不夠敏捷,麵對品種繁多的商品自動化包裝要求,上述計量方案實用意義不大,都需要改進C
2容積可調式量杯計量裝置
1996年7月,筆者應用戶要求,設計製作了容積可調式量杯計量的食鹽全自動包裝機,計量
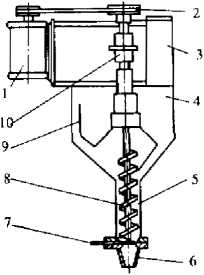
圏3杆式容積計量裝置簡圖
1-電機2-皮帶傳動機構3-進料管4-料鬥
5-導管6-漏鬥7-電磁閘門8“計量蝶杆
9-攪拌器電磁離合器
為500g/袋,生產效率60袋/min,因濕度影響鹽的比重,故要求計量誤差可調,其自動計量方案如圖4所示。
料鬥1罩殼4刮板3固定聯接在可調心軸2上,可調心軸2與固定心軸6采用螺紋聯接,由鎖緊螺母9並緊後固定在機架平板17上,使上述各部件工作時保持靜止不動。其中罩殼4刮板3與轉盤5的上平麵組成一個1/4圓的密封料倉,由料鬥I補充鹽粉。
轉盤5由減速電機20通過鏈輪11、滾子鏈齒圈K)驅使轉動;轉盤5與滾子鏈齒圈10采用六條滑鍵配合連接。{六條滑鍵用螺釘固定在滾子鏈齒圈10上,在轉盤5圓周麵上均勻開設六條長圓孔,六條滑鍵插在長圓孔內,與長圓孔側麵保持線接觸,以減小接縫應力,並使轉盤5相對機架平
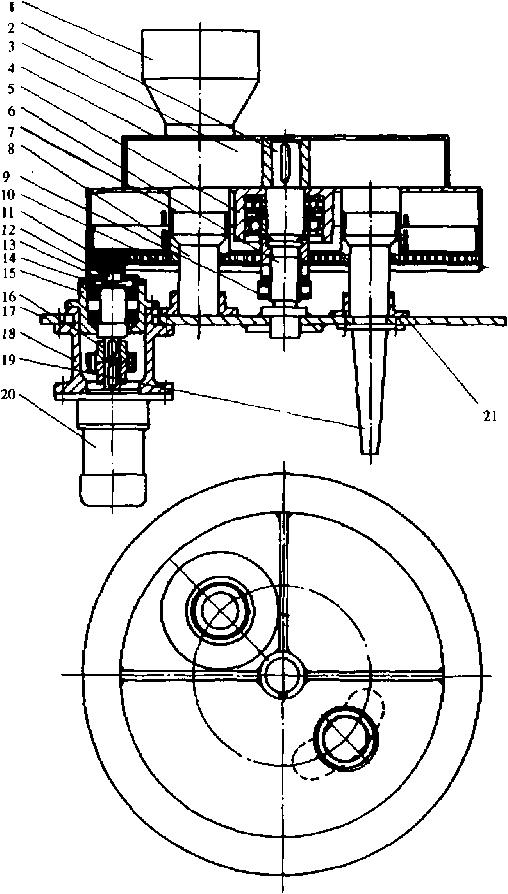
圖4容積可調式量杯計量裝置
I一加料鬥2—可調心軸3一刮板4一罩殼5一轉盤6一固定心軸7—大量杯8—小量杯9-鎖緊嫌毋—滾子鏈齒圏11一鏈輪I2-B輪軸13—端羞14一擋BSM—套杯16-聯軸器17—固定平板18—電機座 19一漏鬥20—堿速電機,TYPECF28O.75kW360r/min 21一活套圈
板17作升降調整時,(滾子鏈齒圈10相對鏈輪11的水平位置不變)滾子鏈齒圈10沿滾柱分布圓等距均布有204個@7.95的圓柱銷通孔,並等距安裝有204個$7.95的B型(GB882-86)圓柱銷,各圓柱銷間中心距為12.7mm,從而形成滾子鏈內齒圈10與鏈輪11(齒距12.7mm,17齒)按1:12的減速比傳動;當減速電機20以360r/min的轉速驅使鏈輪11轉動時,轉盤5將以30r/min的轉速與滾子鏈齒圈10同步轉動。
在轉盤S上焊接固定有兩個大量杯7,另有兩個小量杯8活套在大量杯7內。兩個量杯的容積組合可實現鹽粉從300g至8翊的計置調整要
求,也可滿足多種商品如白糖、堿麵、澱粉、味精等的自動包裝計量要求。計量調整時,鬆開鎖緊螺母9,轉動可調心軸2,可實現轉盤5相對機架平板17的上下(高低)位置調整,從而實現大小量杯7、8組合的容積變化。當然這種調整必須在停機條件下進行.調整過程也比較麻煩,調整後須及時並緊鎖緊螺母9。
考慮兩組量杯的製造會有尺寸誤差,在小量杯下端裝有活套圈21,當兩組量杯組合後容積不一致時,可微調其中一個小量杯的相對高度,再用緊定螺釘固定小量杯8與活套圏21的相對位置,使兩組量杯的組合容積趨於一致,活套圈的另一個作用是增加與機架平板17的接觸麵積,減少磨損和摩擦阻力,並減少量杯底部在平板17上滑移時的撚粉泄漏。在小量杯底部裝一圓形橡皮舌頭,當量杯在平板17上滑移時,橡皮舌頭作底與平板接觸,以減少鹽精世漏;當量杯落料時,橡皮舌頭被鹽粉壓人長圓孔,隨後又自動翻起,形成小量杯底。
當組合量杯隨轉盤5轉入料倉位置時,鹽粉自動填充量杯,並在刮板3處刮平,再轉至平板17的長圓孔處卸料,把量杯計量的鹽粉,通過漏鬥19倒入鹽袋之中。當轉盤以30r/min的轉速均速轉動時,通過轉盤上的兩組量杯即可實現60袋/min的小袋鹽粉包裝自動計量要求。
容積可調式量杯計量方案在一定範圍內滿足了多品種物料包裝的計量要求。經過細致的調整,可滿足較高的計量精度要求,而且調整後,可保持相對穩定的工作狀態,生產效率較高。缺點是調整十分麻煩,必須停機調整,而且結構比較複雜。
3容積可調式動態計量裝置
為了實現更高的計量精度要求,1998年6月,應用戶要求,筆者又設計製作了適合於動態計量誤差檢測和調整的新式計量裝置如圖5所示。
這套計量裝置釆用步進電機為驅動元件,直接驅動螺旋推進器計量所包裝的物料。
S5容積可調式動態計裝宣
1一步進電機2—電機座3—聯軸器4一蓋板5—螺旋杆&一加料鬥7—出料口8-蓋根9一底板10—端畫
用內徑中20,外徑@5。,螺距40mm的推進螺旋,選用13OBC31OOA型步進電機(步距角1.2"),需用1770個脈衝當量即可實現500g食鹽的計量,每次計量運行時間為0.5秒。假設包裝機的生產效率仍為60袋/min,我們可用Q.5秒鍾完成1720個工作脈衝的快速落料,用0.1-0.2秒實現50個眛衝的慢速調整計量.再把整個落料過程電子秤動態檢測得的計量誤差反饋到計算機係統”相應作出反應,隨機調整落料計量步進電機的駆動脈衝電流數,這樣就實現了商品包裝中自動計量誤差的動態調整,進而實現更高的計量精度要求。
4結論
容積可調式動態計量裝置,不僅操作方便,計量準確,適應性廣泛,結枸也十分簡單,是值得推廣的計量方式。盡管在調試中也發現了一些不盡人意的問題:如用步進電機作驅動元件,成本校高;步進電機矩頻特性與樣本顯示的數據總有一定差距,影響了計量裝置的工作性能與可靠性;從檢測手段上動態計量誤差調整的理想化還有待於進一步的解決。但筆者深信,隨著科技進步的發展,步進電機應用的日益廣泛,其成本會逐步降低,步進電機的性能也會不斷提高,小袋物品包裝的動態計量調整,作為包裝行業的發展方向,我們仍以鹽粉作為包裝物品,按理論計算,一定會很快得以發展、進步、完善、提高。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器