谘詢電話
ENGLISH0755-88840386立式包裝機設計探索
發布時間:2020-09-03 10:22:22 |來源:網絡轉載
—、前言
隨著包裝市場飛速發展和人們生活水平的提高,各種顆粒狀、短條狀、粉條狀散狀物料如膨化食品、花生、瓜子、白糖、食鹽、洗衣粉等均以各種小袋包裝的形式銷售。而小袋包裝要求重量準、密封不漏氣,生產效率高。全自動小袋稱重包裝線由此誕生。全自動小袋稱重包裝線包含以下主要部分:原料輸送部分、高速稱重部分(多為組合秤)、高速包裝機(立式或水平包裝機)、檢測剔除部分(金屬檢測和重量檢測)、裝碼箱部分和控製部分等。而高速立式包裝機是包裝線的核心設備之一。
二、高速立式包裝機的工作原理
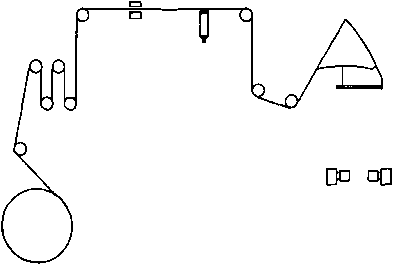
平滑卷筒包裝薄膜經轉向相引上成型器,縱封按搭接或對接成圓筒狀封合定形,全自動多頭組合計量秤組合好後的物料通過加料管導入袋底,橫封切斷後向下拉袋,並對前一滿袋封口,全機各執行機構的動作可由機、電、氣配合自動完成。
三、各部設計探索
立式包裝機通常使用卷筒包裝材料,一麵由成型器製袋,一麵進行充填包裝。它的最基本袋型為枕式袋型。現以枕式立式包裝機為例對各部設計進行探索。
1.成型器
立式包裝機的成型器對包裝形式、袋尺寸及產品包裝質量等有直接影響。常用的成型器有象鼻成型器、三角成型器、U型成型器和翻領成型器等。翻領成型器成形阻力較大,易使薄膜產生變形,使之發皺或撕裂,故對塑料薄膜適應性差,而對複合膜適應性較好。它常用於立式包裝機上包裝粉狀、顆料狀物料。一種規格的成型器隻能成型一種規格的袋寬。因此設計時要充分考慮成型器重複安裝定位精度、快速更換和快速夾緊。特別在國外更換成型器時不允許釆用扳手等工具,因此在設計時要加以考慮。現國外大都采用快換肘夾的夾緊方式。
為了減少成型阻力,成型器可用凹凸板或工程塑料製作。在國外,它們是手工製作,製作過程完全模仿實際使用狀況。
2.送膜機構
送膜組件是將裝到膜卷軸上的包裝膜通過轉向輻展平使其能立式包裝機中連續運行的機構。送膜組件的設計主要有兩點:
(1) 膜卷的支撐
膜卷的支撐方式有懸臂式、兩點支撐式;按鎖緊方式有氣漲軸式和機械鎖緊式;按驅動方式有動力驅動式和無動力隨動式。選用時小型立式包裝機(帶寬250mtn以下)常選用無動力隨動機械鎖緊兩點支撐式。大型立式包裝機由於膜卷大而重常選用懸臂動力驅動氣漲軸式。無論是哪種方式的支撐軸均應有刻度標識,便於快速更換膜卷。
(2) 恒張力機構
包裝袋的長度誤差值大小是衡量立式包裝機的包裝質量的一項重要指標,因此應保持包裝膜展平過程中的張力恒定。通常有以下兩種方式:
a.重力恒定式;
b.擺臂張緊式。
重力恒定式僅適用於低速立式包裝機,它同時兼有儲膜的功能,當它用於高速立式包裝機時易發生誤動作,可靠性低。而擺臂張緊式隨每次的拉送膜動作擺動,動作輕柔,隨動性好,特別適用於高速立式包裝機。實踐確實證明了這點。尤其是國外的高速立式包裝機幾乎全部釆用擺臂張緊式結構。
3.牽引機構
立式包裝機工作時,牽引裝置使包裝材料與成型器產生相對運動而造成包裝材料卷折。同時,它又能使包裝袋順序地通過一個個工位,完成加料、整形、排氣、封口和切斷等工序。包裝工藝要求牽引裝置:能按時,按預定量拉過定長的料袋,根據需要並能在一定範圍內任意調節拉過料袋的長度,料袋的速度應能控製。牽引方式主要有:摩擦牽引和真空牽引。低速立式包裝機常用摩擦牽引,而高速立式包裝機卻往往采用二者的組合方式牽引,特別是潮濕的環境。現代高速立式包裝機均釆用伺服電機驅動,有的采用兩個伺服電機分別驅動兩根摩擦帶輪軸,有的采用單伺服電機外加平行雙軸同速反向減速機驅動,它們均能可靠滿足包裝工藝要求。一般情況下低速立式包裝機釆用間歇牽引,振動大;高速立式包裝機采用連續牽引,穩定性好。
4.橫封機構
立式包裝機封口的方法常采用簡單可靠的熱封方法。熱封就是利用塑料具有熱塑性,使封口部位的塑料薄膜加熱、加壓相互粘合在一起。熱封的方式很多,有熱板封合、脈衝封合、熔斷封合、高頻封合、超聲波封合、電磁感應封合和紅外線封合等。而熱板封合和脈衝封合是立式包裝機上最常用的兩種封合方式。
(1)熱板封合
把加熱板加熱到一定的溫度,將要封合的塑料薄膜緊壓在一起,這是熱封原理與結構最為簡單的一種,封合速度較快,可恒溫控製,這種方法常應用於封合聚乙烯等複合薄膜,而對受熱易收縮與分解的薄膜,如各種熱收縮薄膜,聚氯乙烯等不宜應用。
(2)脈衝封合
把鐐銘合金扁電熱絲壓著薄膜,再瞬時通以大電流加熱,接著用空氣或通冷卻水強製封縫冷卻,最後放開壓板,本方法結構上略比熱板狀封合複雜,但適用於易熱變形與受熱易分解的薄膜,所得封口質量較好,因冷卻占有時間,故生產率受到限製,隻適用於間歇封合,在電熱絲與薄膜間常用耐熱防粘的聚四氟乙烯織物,薄膜另一端承壓台上帶耐熱的矽橡膠襯墊,使焊縫均勻。
橫封機構是將經縱封機構進行縱向封合後筒狀的包裝材料,按照工藝要求的長度規格進行橫向封合,按照橫封器工作的運動形式,可分為連續運動和間歇運動兩種形式。
(1)連續式橫封機構
因立式包裝機有連續或間歇運動之分,故橫封機構在機能、運動形式、實現運動的機構及橫封的結構方麵往往有較大差異,即使是連續式橫封器,若該機僅隻需完成單一規格袋的,一般較簡單,如要適用多規格可調的袋裝機就較為複雜。應用於連續包裝機裝機上的橫封機構有如下一些工藝要求應滿足,一是橫封機構的熱封件與連續運動著的包裝料袋熱封瞬時應有相同的線速度。這點若不能滿足,熱封時就可能造成封口部位起皺、拉伸過度,甚至斷裂;二是袋長規格變化時,橫封機構熱封件回轉半徑不變下經調節有關部件能得到所需熱封線速度。對此,現實際設計過程中高速立式包裝機常采用伺服驅動來滿足上述工藝要求。
(2)間歇式橫封機構
立式間歇製包裝機橫封機構按功能和運動形式可分為兩類,一類隻作封口用,即隻有間歇的往複運動;另一類除作封口熱合外,還牽引料袋由上而下地移動,故往往作開合與上下運動合在一起的複合運動,顯然後者結構較為複雜。間歇式橫封機構的運動形式是多種多樣的,結構也有簡單、複雜,各有利弊,選型時要給予適當考慮。最常用的是氣缸驅動和伺服驅動。在國內常用氣上熱量會逐漸積累,而影響封口質量,設計時考慮到冷卻措施,或通過冷卻水,或用壓縮空氣吹向熱封完成後的薄膜及電熱絲,使其冷卻。
5.縱封機構
立式連續或間歇運動包裝機上應用的縱封機構主要用來完成製袋工藝中封合縱縫,兩者在運動方式與結構上均有差異。連續立式包裝機的縱封器是輻筒形的,工作時連續回轉,迭合後的包裝材料側邊通過期間,熱量由安裝在輻筒內的電熱絲加熱,靠幅射傳遞熱能並壓合薄膜形成縱縫。間歇運動立式包裝機上的縱封機構大都是板狀的,多用氣缸推動作往複直線運動,向迭合的包裝材料側邊進行熱壓緊與釋放。
由於每種立式包裝機都有一定的包裝寬度範圍,所以在設計時應考慮縱封機構的可調節性。
6.切斷裝置
在立式包裝機上,當製成袋後或裝袋封口結束時,應用切斷刀將相互連接著的薄膜料袋分割成單個包裝產品。切斷的方式有熱切和冷切等。
(1)熱切
它是靠薄膜受熱熔化和施加一定壓力而使薄膜分開的一種方法。釆用熱切的切斷機構可與橫封機構合在一起,在橫封同時,進行熱切斷。
熱切中脈衝加熱刀用在間歇式包裝機上,對薄膜袋進行封口,同時完成切斷,實際是一隻具有刃口的電極;電熱絲中間的一根1-2毫米左右直徑的圓電熱絲,根據需要可選擇斷續或連續通入脈衝電流,電熱絲與薄膜直接接觸使熔化的薄膜切斷;
(2)冷切
冷切是利用金屬刀刃的鋒利度使薄膜在橫截
7.其它附件
根據工況不同,立式包裝機上有時需要增加各種附件:
(1)產品保鮮和運輸易碎包裝品,往往要增加充氣機構;
(2)從儲存運輸方便不易損壞包裝袋上考慮,往往要增加排氣機構;
(3)如果采用色碼定長包裝,需要配裝色碼檢測機構;
(4)為提高效率,往往需要配裝換膜拚接平台。
(5)如要包裝插腳袋,需要配裝插腳機構;
(6)如包裝袋上打孔,需要配裝打孔機構;
(7)如包裝物料鬆散,需要增加振動機構;
(8)如包裝袋上需要日期等,則需增加打碼機構等。
四、結論
總之,立式包裝機在設計時要充分考慮現場的工況,包裝袋的材質及包裝物料的性能,才能設計出符合實際需要的產品。尤其是出口國外的產品,各種設計和使用安全不但要符合客戶的要求,更要符合出口國的相關標準,特別是安全方麵的標準。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器