谘詢電話
ENGLISH0755-88840386釆用西門子稱重積算儀實現給煤機控製係統的改造方案
發布時間:2020-10-09 13:35:07 |來源:
製粉係統是燃煤火力發電廠的重要組成部分,其運行的好壞直接影響鍋爐運行的安全與經濟性。而在所有影響製粉係統運行的條件中,如何保障給煤機的長期穩定工作又是一件看似簡單,但又要經常麵對的問題,同時選擇性能卓越的給煤機控製係統也是解決電廠節能降耗主要手段之一。
一、 概述
通常火電廠燃料費用約占發電成本的75%-80%,節能降耗也是火電廠需要急需解決的關鍵技術問題。近年來,各火電廠新建的機組幾乎全部采用皮帶稱重式給煤機,越來越多的電廠也開始對已有的老機組的給煤機進行改造,以替代原有的振動給煤機或刮板給煤機,以及低端的稱重給煤機。
內蒙古某有限公司#1200MW機組於2001年12月28日“168小時”試運成功,步入生產經營期。豐泰發電廠在實施西部大開發、西電東送戰略的同時,也對保證內蒙古自治區首府供電和經濟發展、乃至增強電網供電能力,增加向北京送電潮流均起著重要的作用。
二、 問題的提出
內蒙古某有限公司1#機組給煤機控製係統是隨國產給煤機配套的控製設備,近年來,給煤機多次發生保護誤動作跳閘或給煤機啟動故障,造成磨煤機的停運或啟動延誤,影響了機組的安全、經濟運行,無法適應機組的自動化控製要求。
原控製係統的9224控製器(包含I/O板)為國產給煤機生產廠自行開發的給煤機專用儀表,其本身具有K8凯发登录入口PID控製功能,同時又固化了I/O邏輯控製功能,但用戶無法自行更改其控製邏輯,導致在某些情況下出現係統不穩定並經常誤動作停機的現象,同時帶來了另外一個問題:係統的維護量較大,基層工作人員對此意見很大。
三、改造方案
1.稱重式給煤機的工作原理
用傳送皮帶傳送的給煤質量都可以用下麵方程(1)表示
Q=飛qdt=JWvdt (1)
式中,Q是。~4時間內傳送的質量(kg);9是瞬時給煤速度(kg/min);“是單位長度上給煤質量(裝料密度)(kg/m);v是皮帶速度(m/min)。
皮帶進給距離卩]和皮帶進給速度"]的關係式是:l=vt,如果t=0時Z=0則在上時刻皮帶的進給距離為*=払。因此,上麵的方程(1)可以轉換成下麵方程(2)形式:
Q=fVdZ (2)
Jo
方程(2)關係式表示圖1中A、B、C所包圍的麵積就是皮帶傳輸的質量。
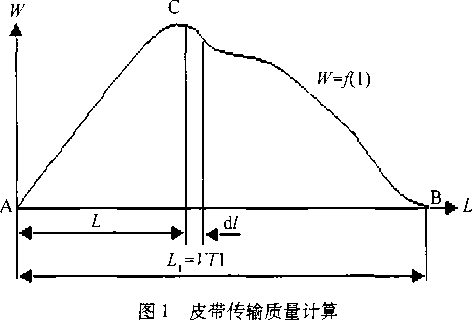
注:r=/(0:任意進給量[Z]處的裝煤密度;Wdi:微元進給量(田)傳輸的質量。
從上麵所述可以清楚地看到,測量傳輸質量時,必須先測定瞬時裝煤密度和此時刻皮帶的微元進給距離,然後將測量值作為輸入信號輸入到具有乘法和積分功能的計算設備中,給煤機可以主要分為四個部分,即裝煤檢測器、皮帶進給量檢測器、綜合控製器和驅動單元。
從稱重式給煤機的工作原理可以看出,除了稱重給料機的稱重傳感器及稱重測量部分所采用的結構原理之外,具有乘法和積分功能的計算設備(稱重積算儀)的性能對整個給煤機控製係統的性
能穩定、控製精確以及長期可靠運行起著關鍵作用。
2.方案的選擇
一般地講,給煤控製配料所用的稱重給料機的控製器分為三種模式:單機控製器、機組控製器、PLC型控製器。
單機控製器一般采用和皮帶秤配套的帶控製功能的積算儀或采用以單片機技術為基礎的控製器來實現,優點是配置靈活,與稱重給料機一一對應使用,一台設備出現故障不影響其他設備工作,屬於分布式控製;缺點是能實現的功能受到限製,經常需要配其他控製係統才能實現較為複雜的控製功能。
機組控製器是以PC總線工控機為基礎,優點是功能強大,操作直觀方便,屬於集中控製;缺點是係統可靠性不高,目前采用這種方式的廠家並不是很多。
PLC型控製器是以PLC這種目前在工業生產中普遍采用的控製設備為硬件,通過軟件組態實現配料的功能。優點是:組態方式靈活、通信方式多樣、性價比很高,特別適合多台稱重給料機共同組成較大型的配料係統的應用;缺點是:目前很多公司采用PLC的I/O輸入功能直接接受來自稱重傳感器的模擬量信號,不僅精度很差,而且抗幹擾能力很弱,在有些單位還出現過係統整體失控的嚴重事故。
BW500積算儀是為皮帶秤和稱重給料機設計的功能強大的積算儀,真正的雙PID功能可用於稱重給料機的K8凯发登录入口控製,可控製恒定載荷或給料量。
>具有專利技術的雙稱重傳感器(最多4個傳感器)平衡功能,能排除不均勻側向負荷的影響,不需傳感器匹配機械平衡;
>具有在線標定、批量處理、濕度補償、傾斜補償等功能;
>雙路PID調節功能,可以根據不同的工藝需要設定PID的響應時間和調節範圍;
>有效地解決傳感器的特性匹配問題,相比於外接電位器,可以顯著提高係統的長期穩定性。
3.係統改造方案的確定
經雙方工程技術人員的多次技術交流,以及我公司以往給煤機改造的成功應用案例,本次改造稱重及閉環調節部分選用了某公司的BW500積算儀控製器,邏輯控製部分選用了某公司S7-200係列PLC。
對於該部分的改造,我們釆用某公司原裝進口的K8凯发登录入口積算儀BW500及具有邏輯編程功能的某公司S7-200PLC控製器。其中BW500執行K8凯发登录入口PID調節功能,根據計控室給定的給煤率信號(4~20mA),通過PID輸出(4~20mA)控製變頻器的頻率輸出,進而將給煤K8凯发登录入口控製在一個恒定的值。S7-200PLC控製器主要負責電氣邏輯控製及保護回路,因其具有靈活的編程、擴展功能,可靈活方便地對電氣控製及保護回路進行修改,較原係統的電氣回路,其接線簡便、維護方便,極大地提高了係統的可靠性。
功能上控製係統由兩大部分構成:稱重閉環調節部分;邏輯控製及保護部分;
1.稱重閉環調節部分
該功能區主要完成動態稱重、根據給定信號進行PID調節,從而控製給煤率,是給煤機控製係統的核心部分,決定著給煤機係統的給煤精度。稱重閉環控製回路部分由積分儀表(某公司BW500)、變頻器(某公司E500)、交流調速電動機及稱重傳感器和速度傳感器構成。稱重係統通過稱重傳感器測量出皮帶上物料的重量信號(mV),該重量信號(mV)經過儀表標定後成線性的表示為載荷信號kg/m。通過安裝在皮帶電動機處的測速傳感器測量出皮帶的速度,該信號原始為脈衝信號,經儀表標定後成線性的表示為速度信號m/s。以上兩個信號相乘便得到皮帶上物料的瞬時K8凯发登录入口:Rate(t/h)=Load(kg/m)xSpeed(m/s)x3.6,瞬時K8凯发登录入口與給定量進行比較,並通過PID調節係統控製電動機的轉速,使之以恒定的給料量給料。
稱重及閉環控製原理如圖3所示:
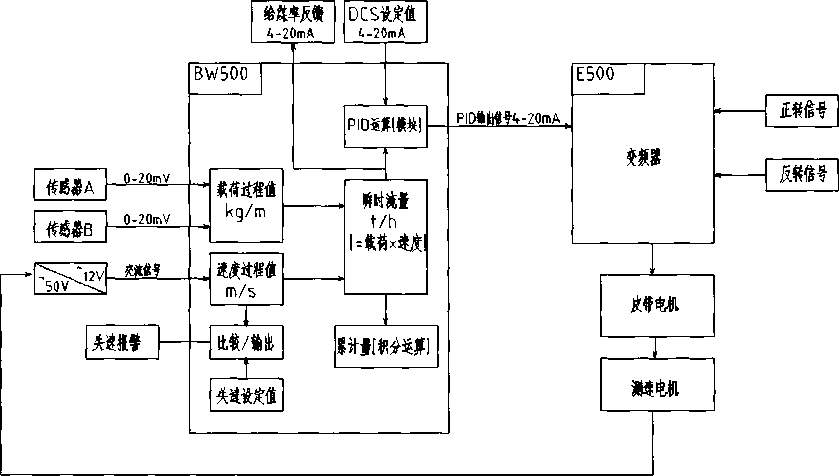
圖3改造後給煤機控製係統邏輯控製圖
2.邏輯控製及保護部分
該功能區主要完成給煤機皮帶電動機、風扇電動機及清掃電動機的起停動作,同時根據各種故障報警信號進行邏輯跳閘保護動作。決定著給煤機是否能夠安全可靠的運行。邏輯控製及保護部分以某公司的S7-200為控製中心。控製信號及報警信號經邏輯處理後進而控製給煤機的運行。控製功能主要包括:給煤機的遙控/停止/就地控製;正反轉控製;清掃電動機的自動/停止/手動控製。
四、使用效果
改造後,稱重係統較原係統給煤精度更高,控製更穩定。從投產至今已經連續無故障工作半年,得到了用戶的高度讚揚。本次改造充分地證明了某公司BW500積算儀表先進的技術性能。同時,也給了我們一些啟示:盡量地選擇先進的可靠的產品,既可以大大提高電廠工作效率,減少故障率和維護工作量,同時也能實現節能降耗的目標。
文章來源於網絡轉載,侵刪
- 上一篇:通過精密智能稱重測量儀的研製
- 下一篇:成品包裝秤稱重係統改造
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器