谘詢電話
ENGLISH0755-88840386小型PLC在雙機通訊控製中的應用
發布時間:2020-10-19 10:15:10 |來源:網絡轉載
一、前言
在PLC的雙機通訊控製中,對於大中理PLC來說一般具有專用的通訊模塊.可以方便地實現PLC之間以及PLC與上位機之間的通訊,也可以進行兩台PLC之間的點對點通訊'而大多數小型PLC不具備通訊功能,無法進行標準串行通訊‘因而給係統設計帶來許多不便。筆者在設計自動稱量小車配料控製係統時,就遇別兩台小型PLC之何的Ml訊控製問題。在初步設計時我們選擇了三種方案=第一種方案是選用兩台具有通訊模塊的中型PLC;第二神方案是選用兩台小型PLC以BCD代碼形式並行傳送數據;第三種方案是利用兩台小型PLC的UO點進行數據申行傳送。比較這三種方案,第一種方案成本較高、資源浪費嚴貫,降低了產品的競爭力§笫二種方案不僅占用了大量的I/O點,而且接線較夏雜.長距離傳送也不方便,増加了故障點,從而降低了係統的可靠性;第三種方案成本低、占用的I/O點少且接線簡單方便,因而最終被采用。
二、自動稱小車配料控製係統
自動稱小車配料控製係統是一種常見的配料控製方式,隨著科學技術的不斷發展,已廣泛應用於冶金、化工、建材等行業。其主要由儲料倉、給料機、自動稱量小車、定位檢測裝置、下料口等組成。「其中自動稱量小車由上升軟連接、稱量鬥、卸料門、{下降軟連接和行走電機等}組成。每一個料倉對應一[台給料機,定位檢測裝置}能夠判斷小車運行位置。;當配料開始後,自動稱量小車苜先根據配方工藝要求運行到指定料倉下,定技檢測裝置驗證小車所處位置無誤後發岀稱量開始信號並推出上升軟連接.啟動給料機加料,當到達配料設定值後關閉給料機並收回上升軟連接。物料配完後,小車運行到下料口位置並推出下降軟連接,打開稱量鬥卸料門直至空秤,卸料完畢後收回下降軟連接。至此完成一個配料周期。
2.自動稱小車配料控製係統原理
主PLC位於控製中心櫃,它主要用於控製給料機和狀態指示;從PLC位於自動稱我小車控製櫃並隨小車一起沿導軌運行,它主要用於控製稱量鬥卸料門、上升軟連接、下降軟連接和行走電機等執行機構,並檢測小車運行位置和稱黃顯示器的定量控製。在這裏,我們主要討論的就楚主從PLC的雙機通訊問題。
三、串行傳送原理
主從PLC雙機通訊可以將PLC程序中任意指定的字操作數,例如計時器T、計數器C、內部存偌器等所就有的數據,以規定的代碼形式(BCD或其他設定代碼PLC的I/Ott入輸出接口來完成主從PLC雙機通訊控製。在自動稱量小車配料控製係統中,主PLC通過I/O輸入蛍岀接口將小車運行目的位置編碼、給料動作信號、上升軟連接動作信號、下降軟連接動作信號、稱量鬥卸料門開關動作信號等數據串行傳送到從PLC,從PLC通過I/O輸入輸出接口將小車運行實際位置編碼、給料狀態佰號、上升軟連接狀態信號、下降軟連接狀態信號、稱鬥卸料門狀態信號等數據串行傳送到主PLC
2.硬件接線
該控製係統硬件結構如圖2所示。
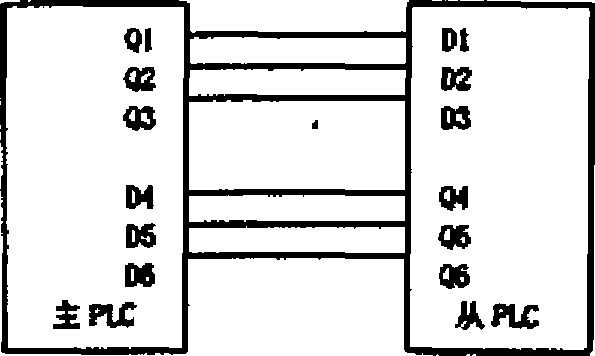
圖2中,Q1~Q3為主PLC輸出接點,D4~D6為主PLC輸入接點;Q4~Q6為從PLC輸出接點,D—D3為從PLC輸入接點。在這裏,我們定XQKQ4為幀同步時RCK;Q2>Q5為申行驅動時鍾SCK;Q3.Q6為數據輸岀口DATA.毎個通道每幀傳送一個字的數據碼,並保持恒定的傳送速度。
3.驅動軟件
驅動軟件由PLC的梯形圖程序來完成,原理如圖3所示。
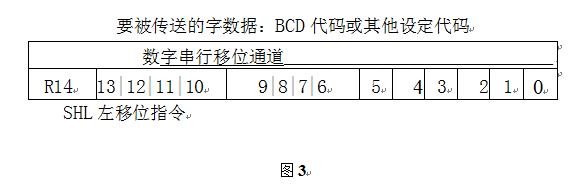
在PLC程序中,各個要被傳送的字數據由MOV指令來執行,並行傳送到各個對應的字串行移位通道上。字串行移位通道的最高位(bit)連接指定的數據輸出口(PLC輸出點),在串行時鍾SCK的作用下SHL左移指令驅動數據由低向高方向串行移位,數據從PLC輸出口逐步移位岀去。被傳送的數據無論是什麽代碼,總是高位在前低位在後,由低向高方向串行移位。串行驅動時鍾SCK每發出16個脈神就傳送完一幀數據,每幀數據為一個字(word).即16biuPLC毎傳送完一帔故據'就要用MOV指令將要被傳送的字數據的當前值裝載到字串行移位通道上,以進行新的一帔傳送、注意事項
1.該串行通訊方法傳送速度並不算太快,PLC每運行數十個掃描周期才能傳送完一幀數據。速度的快慢與PLC的掃描周期T有關,PLC的掃描周期T越短,傳送速度就越快.在自動稱量小車配料控製係統中,主從PLC每秒鍾更新5次數據口考慮到主從PLC傳送的均為指令信號或狀態信號,每秒鍾更新5次數據的傳送速度足夠了,並不彩響係統整機運行。
2.由於采用電流環傳送方式,可實現遠距離傳送。在實際應用中傳送距離超過WOm,效果良好。
3.編寫PLC程序時.串行傳送程序最好安排在主程序中,並且不要包含在跳轉、互鎖等指令中。
五結束語
實踐證明,利用本文介紹的雙機通訊控製方法完全能夠滿足自動稱量小車配料控製係統的要求,不僅降低了產品的成本和提高了產品的性能價常比,也減少了控製係統的故障點,從而大大提高了係統的可靠性和靈活性。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器