谘詢電話
ENGLISH0755-88840386可編程控製器在糧食定量包裝秤中的應用
發布時間:2020-10-20 09:54:05 |來源:網絡轉載
1係統配置
由於糧食包裝要求連貫性,所以係統的可靠性要求比較高。筆者選用XSB-D型包裝控製儀作為顯示儀表,配備上海生產的BHR-25型稱重傳感器;氣動裝置采用SMC雙作用氣缸及二位五通電磁閥;核心控製部分選用的是日本FP0-C32T可編程控製器;外部執行部件選用德國某係列器件。包裝秤機體結構如圖1所示。
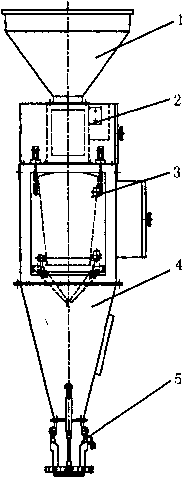
1.儲料鬥2.給料裝置3.秤體4.下料槽5.夾帶裝置
圖1包裝評機體結構
2係統工作原理
2.1工作原理框圖
DCS-25型包裝秤的工作原理框圖如圖2所示。
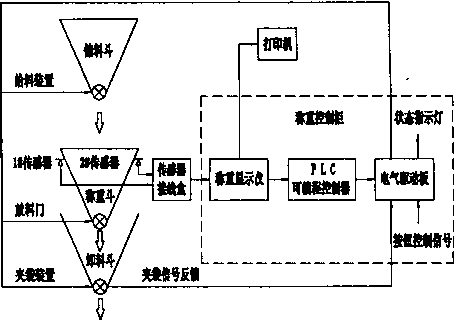
圖2DCS-25型包裝稱工作原理框圖
2.2工作過程
通電後,“電源”指示燈亮,稱重顯示儀對儀表進行自檢,同時可編程控製器對係統狀態進行自檢,如果發現氣壓或料位有異常(如用戶提供2個無源觸點信號),則立即發出報警信號。自檢結束後,如果情況正常,則開始査詢功能選擇開關的位置。如果功能選擇開關在“自動”的位置,則係統進入自動運行狀態:運行過程分為空秤判別、進料、超差判別、放料和循環判別5個步驟進行。
2.2.1空秤判別
如果秤中物料質量在空秤範圍內,則係統繼續工作;否則,稱重儀表給PLC發出超差信號,PLC將發出報警信號,自動運行停止,等待手動超差複位後才可以繼續進行稱量。
2.2.2進料
物料從儲料鬥經過給料裝置進入稱重鬥,當被稱物料到達預置點(1)值時,快進結束轉慢進,達到預置點(2)減提前量,達到(3)值時,慢進停止,進料過程結束。
2.2.3超差判別
當慢進料結束後,延時一段很短的時間,等到懸浮料全部落到稱重鬥中,係統將判別是否出現超差。如果超差則運行暫停,並發出報警信號;如果未超差則繼續。
2.2.4放料
.當稱重工作結束後,係統自動檢査夾袋狀況。如果袋已經夾好,則可編程控製器向稱重顯示儀及電子計數器發出一個計數脈衝進行計數及累加,然後放料門打開進行放料;如果此時袋尚未夾好,那麽等待袋夾好後再進行放料。當係統檢測到物料已放空的信號時,放料門關閉,然後夾袋裝置鬆開,裝好物料的口袋就自動落到輸送機上,再經輸送機送到縫包機處進行縫包。
若在夾袋操作後、自動放料前,操作者發現包裝袋夾得不好,可立即觸動開關附近的擋鐵使其鬆袋,然後再重新夾袋。鬆袋操作在自動放料過程中被禁止。
2.2.5循環判別
係統檢査“功能選擇開關”是否仍在“自動”位置,如果仍在“自動”位置,則開始下一次稱量包裝的循環;如果“功能選擇開關”此時不在“自動”位置,則本次循環結束。
3軟件的調試
在DCS-25型重力式顆粒料定量包裝機的控製係統中,PLC主要通過XSB-D型包裝控製儀給出的快速給料信號、慢速給料信號以及超差信號來對自動包裝過程進行控製。其控製的關鍵在於:當慢速給料過程結束(即當XSB-n型包裝控製儀對PLC發出慢速給料結束信號)後,存在3個關鍵的時間參數T1,T2,T3;當PLC接收到慢速給料結束信號時,將等待T1時間,如在T1;時間內未收到XSB-D型包裝控製儀給出的超差信號,.那麽PLC判定本次稱量符合要求,並進行放料操作;在放料過程中PLC控製下料門打開T2時間,以保證物料充分放空;放料門開放T3時間以後,PLC控製夾袋閥鬆開裝滿物料的包裝袋被放下。對於參數T1,如果設置得過小,當係統出現超差時,PLC將無法檢測到XSB-D型包裝控製儀給出的超差信號;對於參數T2如果設置得過小,將使放料門過早關閉,會導致物料不能完全放空從而產生超差報警,使自動包裝過程被迫終止;T3設置得過小,將會使夾袋閥控製的氣缸提前進行鬆袋操作,物料散落在包裝袋的外部。當對T1,T2,T3設置過大的時候,必然會延長包裝周期,從而降低了生產效率。具體程序如圖3所示。
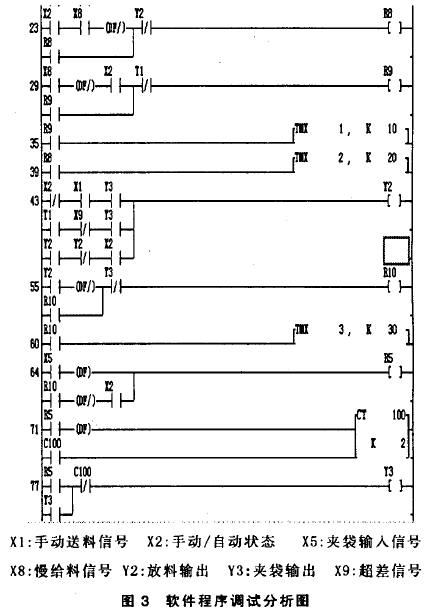
經過大量的現場操作,DCS-25型重力式顆粒料定量包裝機的這3個時間參數分別設置為:T1=0.1min,T2=0.2min,T3=0.3min實踐證明,這樣的參數設置在不影響係統正常工作的情況下能滿足6袋/min的包裝要求。
4結束語
DCS-25型重力式顆粒料定量包裝機結構簡明、操作方便,由可編程控製器與稱重儀表構成的稱重係統有極好的適應能力,可最大限度地滿足用戶的不同工藝要求,使係統運行在最佳狀態。實際操作表明,該包裝稱可以達到350袋/h的包裝速度。
文章來源於網絡轉載,侵刪
- 上一篇:顆粒物料定重包裝秤
- 下一篇:糧食與飼料工業包裝秤的選用
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器