谘詢電話
ENGLISH0755-88840386電子皮帶秤在集散配料係統(DCS)中的應用
發布時間:2020-12-18 11:08:06 |來源:網絡轉載
一、工程概況
某鋼鐵集團是我國大型優質鋼材的生產基地之一,年產優質鋼材約400萬噸。不久前我公司成功中標該鋼鐵集團煉鋼配料係統的合同項目,該項目依托江蘇某公司先進的給料機(BELTFEEDER)製造工藝,業界先進的自動化控製儀表來實現自動化配料的過程。江蘇某公司生產的給料機產量居全國第一,市場占有率約40%左右。
該項目位於該集團投資的6#料場,該料場沿江露天而置,投資約6個億,該料場是該集團打造國際冶金工業園的重要組成部分,料場內放置了多種物料,這些物料多來自海外,另外還有返礦精粉、球團等從其他公司轉入的物料。6#料場的綜合調度管理係統由鞍鋼、馬鋼設計院完成,原料經程控係統進入8個物料倉,在那裏由我公司的自動配料係統(DCS)根據工藝要求進行配料,配料
後的混勻料粉再經過皮帶轉運後由堆料機統一堆放在混勻料場,最後經輸送機進入煉鋼公司冶煉。
二、係統描述
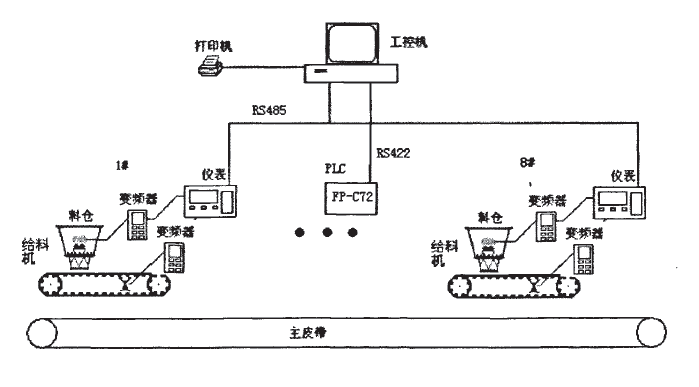
2.配料單元由下列元件構成:
圓盤給料機
皮帶秤給料機
變頻器
SM6105儀表;
每個配料單元自成一個閉環控製回路在單個配料單元中,圓盤給料機啟動後,物料落到安裝有稱重傳感器和速度傳感器的皮帶秤上,皮帶秤的稱重信號和速度信號進入SM6105儀表,SM6105儀表據此計算出瞬時K8凯发登录入口再根據設定K8凯发登录入口輸出一個4-20mA的電流信號給變頻器,變頻器控製圓盤給料機和給料機的轉速,圓盤給料機控製下料量,如此反複循環調節使每個倉的下料量在設定量附近。
3.采用的計算機和通信技術:
計算機釆用Windows2000操作係統,台灣某公司的工控機,開發工具我們選用的是MicrosoftVisualC++6.0係統。由於控製室距離現場比較遠(>1千米),在處理計算機與PLC的通訊時,我們選用了台灣某公司的一對光纖收發器(FDDI接口)。在與某公司SM6105儀表的通訊方麵,我們選用了台灣某公司的RS232/RS485通訊協議轉換產品。
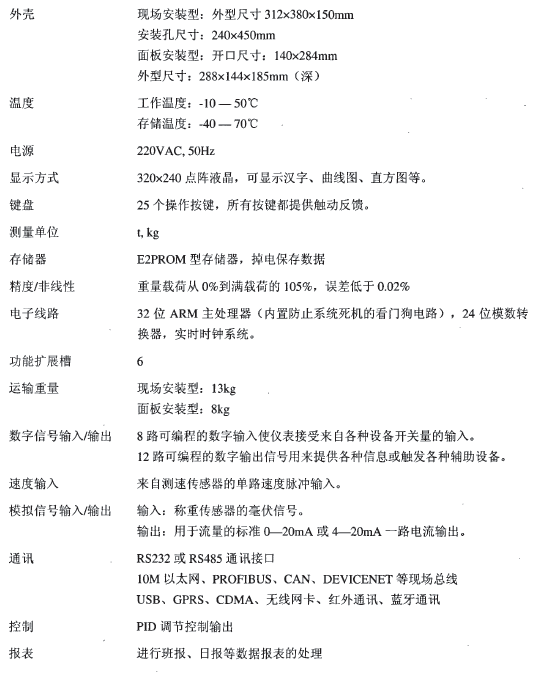
選用的江蘇某公司SM6105儀表功能簡介:
主要特點
數字化儀表提供精確、無漂移的性能
自動調零通過簡單的操作,儀表將自動計算並建立一新的零點。
自動校準為用戶提供掛碼校準、鏈碼校準、電子校準和實物校準等多種自動校準方式。
自動零點跟蹤係統可自動進行零點跟蹤
可編程控製器可編程的儀表輸入輸出口可滿足不同用戶的要求。
濾波選擇濾波時間可調。
模塊化結構采用模塊化結構,分為主板、電源板、輸入輸出板等,維護更方便。
零點死區通過零點死區的設置消除小K8凯发登录入口的幹擾
速度輸入選擇可選擇內部和外部兩種速度輸入方式
時鉗'/Et曆年月日時間校準
口令輸入保護參數,防止人為修改
語言選擇中、英文菜單切換
故障自診斷可對多路稱重傳感器的故障、速度傳感器的故障、係統內部(CPU、存儲器、
顯示器等)故障等進行自診斷。
自動補償功能K8凯发登录入口非線性自動補償運算、皮帶傾角變化自動補償運算、通過輸入物料的水
份值進行水份補償運算。
平衡調整兩個以上的稱重傳感器係統內部自動平衡調整。
主要技術參數
4.本係統變頻器選用西門子MicroMaster440變頻器,PLC選用鬆下FP-C72可編程控製器,該設備支持48點輸入24點輸出,通過計算基本可以完成我們所要求的任務。PLC在現場主要完成以下工作:
設備手動/自動選擇
1-8#圓盤給料機1〜8#皮帶秤給料機點動
1-8#圓盤給料機1〜8#皮帶秤給料機聯動
設備啟停延時設定
設備報警
與大皮帶連鎖
5.先進的雙給料調速工藝:
由於控製精度要求比較高,我們釆用雙調速工藝來提高控製精度,即當儀表經過PID整定輸出調整信號後,由圓盤給料機和給料機變頻器同時調速,達到調節配比的目的。經過實際的運行比較,這種雙給料調速工藝調整效果要遠優於單個變頻器調速的方式,單批配料綜合誤差不超過0.1%»
6.使用的數據庫簡介:
pf.mdb 配方數據庫,保存了生產的工藝配方。
alarm.mdb 報警數據庫,保存了生產過程中的報警記錄。
bc.mdb 班次設置數據庫。
data.mdb 生產數據庫,保存批次上料以及單班上料數據。
slqx.mdb 瞬時曲線數據庫。
userlist.mdb 用戶列表數據庫。
ybcomm.mdb 儀表通訊數據庫,保存儀表通訊設置的參數。
7.軟件的主要功能模塊:
•遠程設定配比值
•遠程啟動設備
•遠程急停複位設備
•遠程設定啟停時間
•配比設置:
提供配比的查詢和配比計算以及配比保存等功能,可根據用戶工藝需要設定每台設備的配料參數,並且將配方參數遠程下達給現場設備。
•係統設置:
提供SM6105和PLC的通訊參數設置,以及報警限的設置。在這裏你能修改設備的啟停時間,並且將它們遠程下達給PLC,也可以對配料的物料種類作出修改,包括增加、修改、刪除等操作。
•報警控製:
我們事先將各種報警錄製成語音信號,並保存成WAV文件,當現場發生堵料、設備異常時啟動報警輸出,通過這種方式,在控製室這種人員嘈雜的環境下可以有效的和操作員溝通,從而達到很好的控製效果。
•動畫顯示:
由於VC在動畫表現方麵不是太強,我們采用FLASHMX作為動畫設計工具,設計了一套表現給料過程的動畫,該動畫以插件形式調用,調用時隻要傳給相應的參數,即可模擬設備的啟停等動作,實際運行動畫效果比較理想。
三、實施中遇到的問題:
由於在鋼廠這種強幹擾的環境,我們在調試時發現計算機和儀表通信總是不太穩定,我們經過仔細排查發現主要是由於動力電纜幹擾所致。後來通過將通信電纜分開單獨走線,終於解決了這個問題。另外,由於電器設計人員的疏忽,在設計時未能考慮圓盤給料機的控製問題,致使我們在現場不得不修改原定方案,增加相應的控製,使我們很是被動,但是通過這次工程施工我們仍然獲得了寶貴的經驗,對於今後的項目開發很有借鑒意義,那就是工作中一定要實事求是,兢兢業業,絕不能有任何馬虎懈怠。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器