谘詢電話
ENGLISH0755-88840386基於PLC及觸摸屏技術配料控製係統的設計與實現
發布時間:2020-12-22 11:49:36 |來源:網絡轉載
0前言
近些年,伴隨著我國經濟的髙速提高與電氣運行和控製係統的快速發展趨勢,新專業知識、超級技能、新技術應用及新機器設備五花八門。可程序編程控製器(PLC)和觸摸屏在極端的物件配料自然環境中的可靠性及抗幹擾能力的優點較顯著⑴,他們具備結構緊湊、外觀設計精致、反應靈敏、存儲量大、便於實際操作、經久耐用,而且其集成化通用性串行總線等優勢,使他們在工業控製係統行業裏獲得了普遍的運用。優良的控製係統能夠提升 工作效能,提升 該物件配料係統軟件的平穩可靠性、秤重精確性和實用性,另外也巨大地減少工作人員的勞動效率2T。文中以DVP-ES2伺服PLC.MT6100I威綸通觸摸屏和PWC可編程控製器秤重控製器為關鍵元器件,設計方案某矽業有限責任公司物件配料控製係統,完成配料、倒料的自動控製係統。
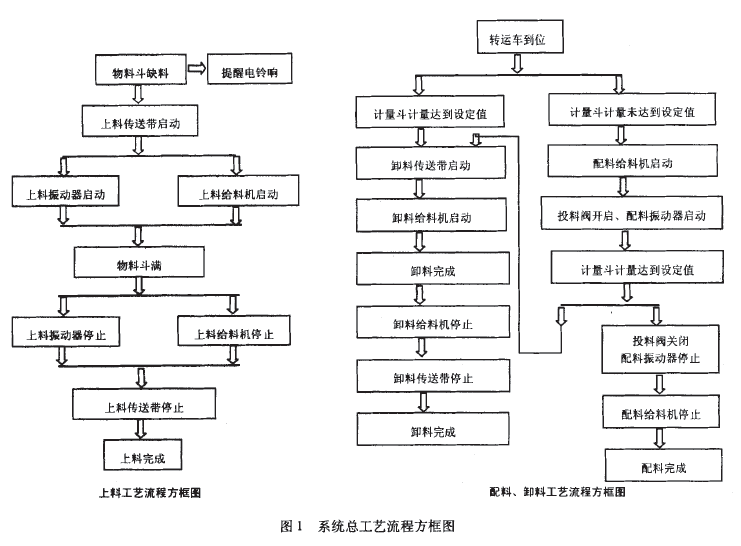
1係統工作中生產流程
說白了配料,即把不一樣類型粉末狀物件按不一樣淨重占比混和在一起而獲得的新原材料。本配料係統軟件有三層配料鬥,下一層是計淨重的4個倒料鬥,中高層是4個配料鬥,頂層是兩個上料鬥。從頂層、中高層料倉中把原材料各自放進4個設置好淨重倒料鬥中,存儲4種不一樣種類原材料,隨後另外卸到倒料輸送帶上,進而獲得不一樣比例的混和粉末狀原材料,即全部配料全過程進行。電氣控製係統分送料和配料及倒料係統軟件,分為手動式操縱或調節和自動式操縱,這二種工作方式可列舉。係統軟件工作中全過程敘述如圖所示1所顯示:(1)±料係統軟件工作中全過程:當雷達探測感應器檢驗到原材料鬥欠料時,上料輸送帶電機起動並運作,延時到設置的時間時上料震動器、上料送料電機起動並運作,一直到雷達探測感應器檢驗到給原材料鬥入料滿時全部的工作中電機才停止下來;(2)配料、倒料係統軟件工作中全過程:當感應器檢驗到裝運車及時時而且分辨重量傳感器計量檢定鬥計量檢定是不是做到預設值才可以倒料,如計量檢定鬥計量檢定無法做到預設值,則配料送料電機起動、加料閥打開、配料震動器起動,而且給計量檢定鬥入料直至預設值才可以進到倒料工作中全過程,如計量檢定鬥計量檢定做到了預設值,則直接進入倒料工作中全過程。每一個工作中全過程都是有延時時間的設置,如果是自動式操縱工作方式,則先是上料係統軟件全過程工作中,後配料、倒料係統軟件全過程工作中。
2係統操縱計劃方案
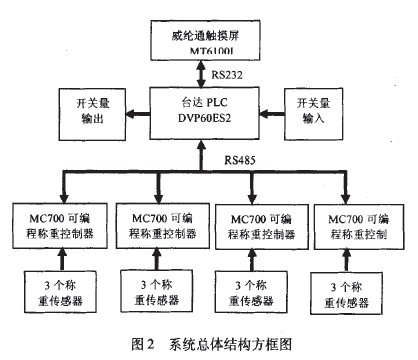
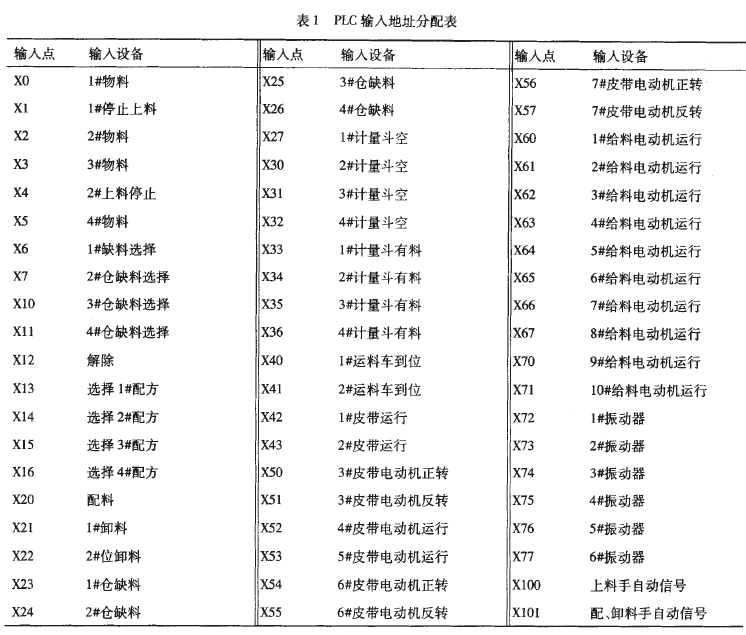
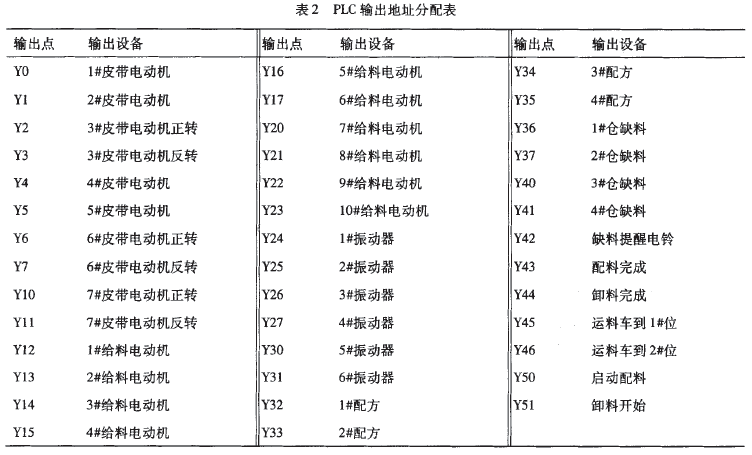
本係統軟件關鍵選用PLC、觸摸屏、可編程控製器秤重控製器、重量傳感器操縱。PLC選用伺服DVP-ES2服務器心,加DVP32XP200R和DVP24XP200R拓展控製模塊,觸摸屏選用威綸通觸摸屏MT6100I,秤重控製器選用MC700可編程控製器秤重控製器,重量傳感器選用GM-H8C。現有被測目標24個。在其中關鍵的被測目標有送料電機10台、傳動帶電機7台、震動器電機6台等。必須鍵入點60個。PLC兩者之間相對的電機控製主電源電路安裝在電控櫃裏,操縱當場數據信號。控製箱銀行櫃台安裝觸摸屏HMI開展監管調整,顯示設備的運行狀態、時間設置、配料調節主要參數、警報信息內容等,以提升 係統優化運作的可信性⑸。依據當場的生產製造具體工作中全過程,設計方案了係統軟件整體構造程序框圖(如圖2所顯示),並排出鍵入(如表1所顯示)、輸出(如表2所顯示)端口地址分配表。
3係統監控軟件設計方案
係統軟件電腦監控軟件分成觸摸屏工業觸摸屏、PLC監控軟件和PWC可編程控製器秤重控製器設置3部分。觸摸屏程序流程根據RS-232立即通訊瀏覽和改動PLC自變量,完成數據信息、情況、儲存和顯示信息等作用;PLC程序代碼判斷推理、數據處理方法與實行操縱等作用;PLC與MC700的數據傳輸,設置原材料計重量的計量檢定值。
3.1觸摸屏頁麵設計
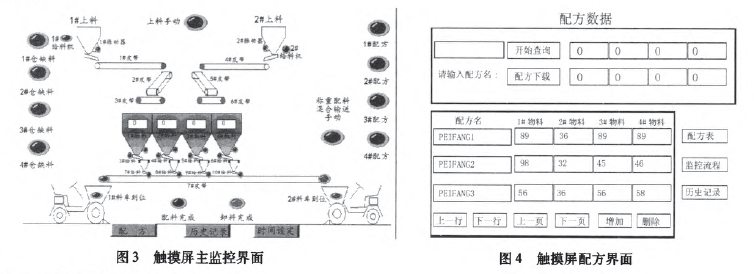
選用人機接口,更為形象化地掌握機器設備運行情況及變量值,而實際操作簡易,也便於調節。觸摸屏監控界麵手機軟件選用EB8000V451程序編寫,是一款作用非常強勁的觸摸屏工業觸摸屏製圖軟件,為工業觸摸屏機器設備建立操作工控製麵板、配備實際操作主要參數和依據電腦監控軟件完成實際作用⑷。根據觸摸屏還能對被測機器設備開展實時處理,如線上設定係統軟件的一些加工工藝主要參數,調整延時時間和不一樣粉末狀原材料的秘方等,用圖型、標值即時顯示信息當場被測機器設備的運作狀況及其狀態參數的即時界麵監控,使生產製造工作員迅速掌握全部係統軟件關鍵的機器設備運作狀況。主監管觸摸屏頁麵如圖所示3所顯示。本軟件開發了下列頁麵:
(1)主監控界麵可形象化地顯示信息全部物件配料控製係統的工作中情況、原材料配方方法和配料鬥欠料的警報,底端為網頁頁麵轉換按鍵。從主監控界麵單按住不一樣的按鍵,可各自進到不一樣的子頁麵;
(2)秘方頁麵可開展不一樣粉末狀原材料的秘方,如圖4所顯示;
(3)曆史數據頁麵紀錄原材料配方的方法、日期、時間、編號和各種各樣粉末狀原材料淨重;
(4)時間設置頁麵設定係統軟件每一個工作中全過程延時時間主要參數的設置(如給原材料、振打、循環係統延時時間主要參數的設置)。
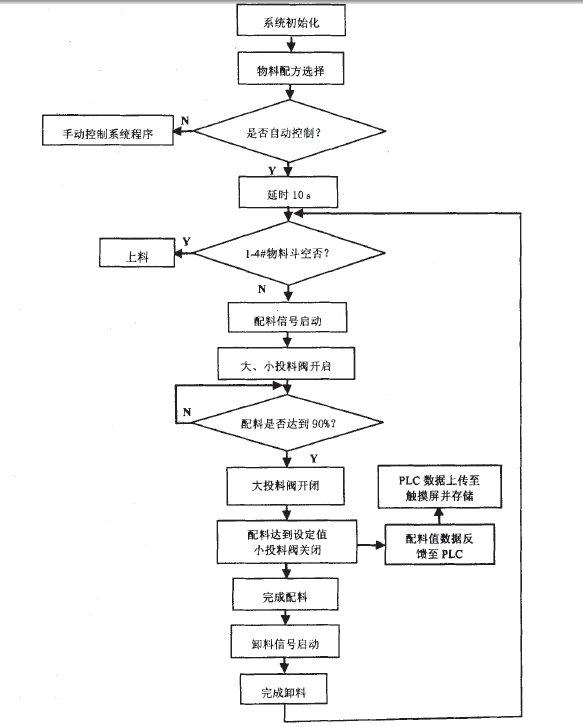
PLC選用伺服DVP-ES2係列,用ISPSoft_V2.30電腦編程,是伺服新一代製作軟件,將程序流程構架以模塊化設計方法編寫,適用梯形圖、功能塊等多種多樣編寫控製模塊,已製做進行的功能塊可反複運用,在大中型專案的製做上更能節約開發設計時間。梯形圖的設計方案除了能精確完成係統軟件必須的作用外,另外也要和觸摸屏設計方案緊密結合⑹。在PLC編程設計中關鍵分成兩部分:(1)完成對MC700可編程控製器秤重控製器秤重標值操縱作用;(2)完成係統對生產流程的順序控製作用,以配、卸料係統設計方案為例子(如圖所示5所顯示)。
3.2PLC編程設計
3.3PWC可編程控製器秤重控製器設置
PWC的中文名是可編程控製器秤重控製器,是一種選用模塊化、可分布式係統構造的稱重設備,可廣泛運用於各種各樣的秤重當場。本係統軟件選裝MC700程序模塊,建立成性價比高的係統軟件。它依據每個開關量的I/O情況開展判斷推理,把姿勢輸出數據信號如模擬量輸入輸出、開關量輸出傳入控製係統。關鍵用以對淨重的精確測量,用以當場開關量的鍵入和輸出,鍵入連接點聯接機器設備的微波感應器觸點(幹接點),如按鍵鍵入、限位開關、限位開關等,輸出連接點是汽車繼電器輸出,觸點容積為AC250V5A,DC30V5A,能夠驅動器直流接觸器,繼電器等。
MC700與PLC的通信方式釆用工業生產設定為RST85通訊,接485接口A數據信號接線端子上,詳細地址設定1,設定為9600bit/s傳輸速度,9ait數據信息長短,1bit終止位,偶校檢。RST85通訊串口波特率和通訊間距在同一通信網絡路中,係統軟件務必應用同一種串口波特率,可依據當場狀況選擇適合的通訊間距和對MC700的主要參數在“COM”控製模塊的菜單方式下設定變量值和查詢變量值。創建通訊後PLC實行WRITEVAR和READVAR通訊命令完成與MC700的數據傳輸,保證 了原材料計淨重的計量檢定做到預設值。
4結語
依據作用規定,該係統軟件釆用模塊化,各程序模塊間釆用係統總線式聯接,控製模塊能夠挨近安裝設備,降低當場走線、設備故障率低、抗幹擾性強、維修保養非常容易等優點,最能體現該係統軟件的平穩可信性;根據在觸摸屏對原材料的秘方設置,另外從觸摸屏即時運作監管意見反饋的數據信息看來,預設值與意見反饋值的出現偏差的原因在0.5%之內,可以精確的對單獨原材料或好幾個原材料秤重,並運輸至安裝好的皮帶輸送機開始運輸工作,做到了原材料秘方的規定,最能體現該係統軟件的秤重精確性和實用性。根據PLC及觸摸屏技術配料控製係統運作一年多來,平穩可靠性、稱重精確性和實用性做到了設計方案與運用總體目標,自動化技術水平高,緩解了工作人員的勞動效率,提升 了工作高效率。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:基於PLC的定量包裝控製係統工藝設計
- 下一篇:智能電子衡器發展概述
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器