谘詢電話
ENGLISH0755-88840386電子秤在工業配料係統改造中的應用
發布時間:2020-12-29 09:42:23 |來源:網絡轉載
在工業配料係統改造中,如何充分利用電子秤儀表的功能改造出一套改造周期短、成本低、穩定性好、可靠性高、自動化程度高的設備,是擺在我們從事計量工作人員麵前的一大課題。下麵結合我們工作的實際,談一談利用(常州)稱重設備係統有限公司生產的LYNX型儀表在某廠馬蹄爐配料係統改造中的應用。
一、改造設計要求
1.工藝流程圖(見圖1)
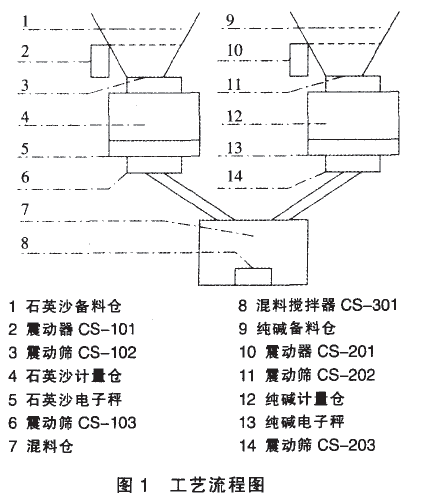
2.流程控製
第一步,當震動器CS-101和石英沙震動篩CS-102接到開始啟動信號時,震動器CS-101和石英沙震動篩CS-102同時震動開始下料到石英沙計量倉,下料至預定的重量後,震動器CS-101和石英沙震動篩CS-102同時停止震動。電子秤震動篩CS-103快速震動開始快放料,當快放料至預定的重量後,電子秤震動篩CS-103變為慢速震動開始慢放料,當慢放料至預定的重量後電子秤震動篩CS-103停止放料。第二步,倉壁震動器CS-201和純堿震動篩CS-202同時震動下料到純堿計量倉,當下料至預定的重量後,倉壁震動器CS-201和純堿震動篩CS-202同時停止下料。電子秤震動篩CS-203快速震動開始快放料,當快放料至預定的重量後,電子秤震動篩CS-203變為慢速震動開始慢放料,當慢放料至預定的重量後電子秤S'iWCS-203停止放料。第三步,混料攪拌器CS-301進行攪拌,攪拌時混料攪拌器每10s間斷運行5s。
3.改造要求
在原有工藝流程基礎上,除人工手動控製外,另增加後台電腦控製和現場自動控製功能。
二、改造設計方案
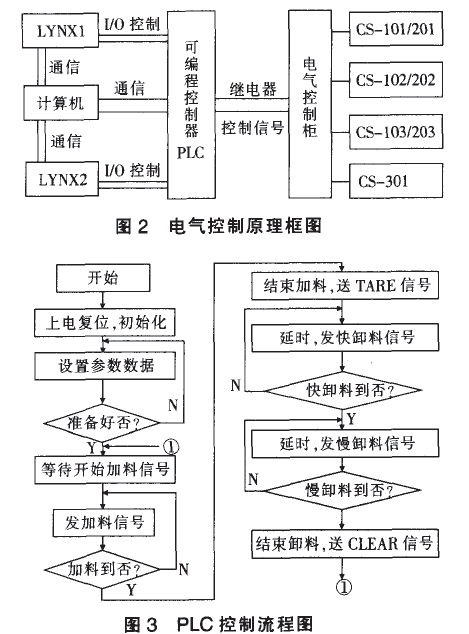
1.硬件部份:在原有的電氣控製櫃基礎上增加1個儀表控製櫃。儀表控製櫃由1台PLC控製器和2塊LYNX電子秤儀表組成。儀表控製櫃的功能:負責LYNX儀表計量數據遠傳後台電腦、接收後台電腦對現場的控製信號、對原電氣控製櫃發送操作控製命令。PLC可編程控製器選用日本三菱公司產品,24路輸入輸出端口,負責對工藝流程進行檢測、判斷、延時和控製。電氣控製原理框圖如圖2。
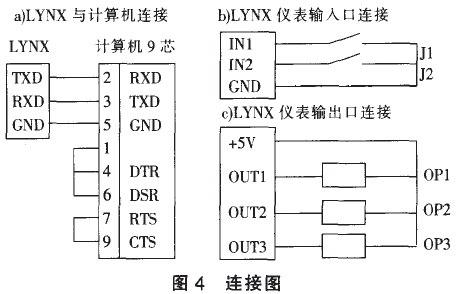
軟件部份:一是設計PLC工藝流程控製指令程序;二是設計PC機與PLC、電子秤儀表之間的通信程序。PLC控製流程圖,如圖3。
3.電子秤部分:傳感器不更換,隻將原功能單一的顯示儀表更換為LYNX型儀表。充分利用儀表的如下功能:A)利用串行口COMl(RS232,RS-483)與PC後台電腦進行數據通信;B)利用輸入/輸出口功能,用3個可編程輸入點IN1-IN3和5個可編程輸出點0UT1-OUT5為PLC可編程提供編程輸入/輸出點。IN1作儀表外接清零(CLEAR)輸入信號,IN2作儀表外接去皮(TARE)輸入信號。OUT1作儀表單速預置點W1(料鬥剩餘量)外接輸出信號,OUT2作儀表單速預置點W2(快慢卸料轉折點)外接輸出信號,OUT3作儀表單速預置點W3(加料最大點)外接輸出信號。連接圖如圖4:
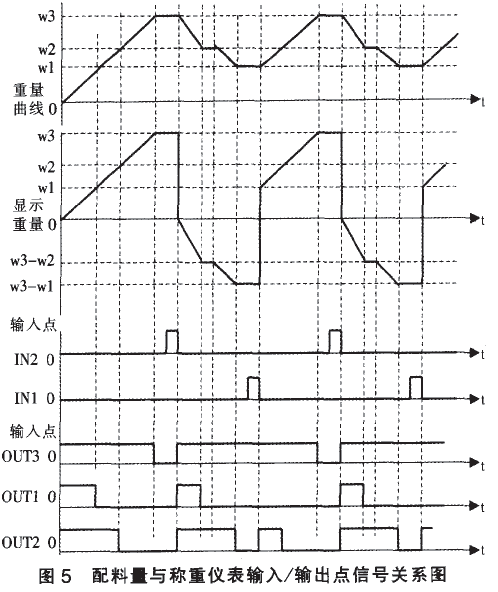
4.配料量與稱重儀表輸入/輸出點信號關係圖(見圖5)
三、結束語
經過一年多的運行,該係統穩定性好、故障率低、配料準確度高、工作效率高,為企業提高產品質量和降低成本發揮了較大作用。實踐證明該係統的改造設計方案是成功的,達到了預期設計的效果。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:粉料稱重係統中控製算法的應用研究
- 下一篇:電子皮帶秤計量係統的改進
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器