谘詢電話
ENGLISH0755-88840386PLC控製器在聚己內酰胺切片包裝係統中的應用
發布時間:2021-01-06 11:01:15 |來源:網絡轉載
引言
湖南嶽陽某化工有限公司有一套年產2萬噸的己內酰胺聚合生產裝置,聚合出來的高聚物經切粒成為聚己內酰胺切片後經包裝係統打包成為25kg袋裝切片外銷。切片包裝係統用於貿易計量,因此穩定性和精度要求極高,多年使用經驗證實F701稱重儀完全適合工廠的生產需要,本文將在介紹整個稱重係統的基礎上詳細介紹F701的應用。
1係統筒介
1.1精度要求
聚己內酰胺切片包裝係統控製精度要求達到0.8%>,每包不能超過±0.02kg偏差。
1.2包裝速度
6包/分鍾.
1.3係統組成
1.3.1機械部分
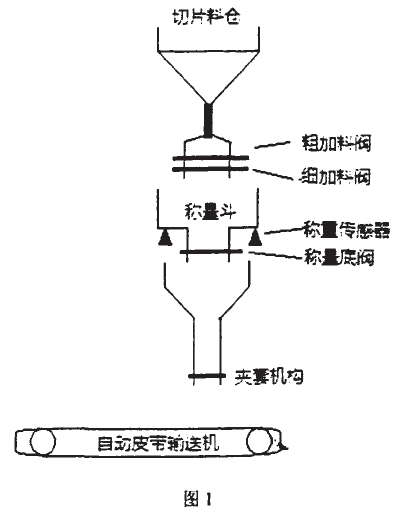
粗加料閥板及驅動氣缸(簡稱粗加料閥)、細加料閥板及驅動氣缸(簡稱細加料閥)、稱量鬥、稱量鬥底閥及驅動氣缸(簡稱稱登底閥)、夾袋機構及駆動氣缸(簡稱夾袋機構)、夾袋觸動開關、自動輸送皮帶機、熱合機、縫包機.
1.3.2電控部分
稱重傳感器HBMZ6FC3/100,F701稱重儀、西門子PLC、計數器、中間継電器、稱啟動按鈕、稱停止按鈕、清倉按鈕、清零按鈕、超差報警燈
1.4係統簡圖(如圖1)
2係統簡要工作過程
2.1稱重過程
初次係統上電後,PLC給出電信號,使粗加料閥、細加料閥、稱量底闕、夾袋機構處於關位置.按下稱啟動按鈕後,F701稱重儀開始工作,先自動對秤清零,然後打開細加料緝和粗加料閥,切片由切片料倉快速進入稱量鬥,F701實時監控稱量鬥重量變化,達到粗加料設定點後,立即給出信號到PLC,由PLC將粗加料閥關閉,進入細加料階段,下料速變為慢速,達到細加料設定點後,再給出信號到PLC.由PLC將細加料閥關閉,停止下料,如此一個稱量過程結束,稱量鬥裏應為25kg切片,此時F701會對重量再次確認,如達不到精度要求,會通過超差報警燈提示.
2.2放料過程
操作人員將25kg包裝袋,袋口揮開套入夾袋機構,點動夾袋觸動開關,信號進入PLC,由PLC使夾袋機構工作,夾緊包裝袋,同時,PLC給出信號將稱童底閥完全打開,25kg切片由稱量鬥經夾袋機構放入包裝袋中.放料時間在PLC中設定,正常為4秒.4秒結束後,稱暈底園關閉,立即開始下一輪稱量過程•如要結束稱重過程,需技稱停止按鈕,且隻能在下一稱重過程結束後才能停止。
3PLC控製器在切片包裝係統中的應用
3.1PLC控製SSF701簡介
F701由日本UNIPULSE株式會社製造,具有投料和排料兩種稱重模式,能夠進行三速稱重,A/D轉換速度:200次/秒.標準配備有RS232,另可選配RS48S、BCD、D/A轉換等接口,適用於裝包秤、配料秤、灌裝秤等
3.2F7Q1稱重控製模式
本係統釆用的是F701自帶的投料稱重模式,進行二速稱重,F70I信號與PLC控製器聯結,由PLC協調整個係統的運行。
3.3F701與PLC信號的聯接
主要使用的輸入信號
1.D/Z外部置零;2,外部去皮重;3,啟動:4.停止;主要使用的輸出信號
L大投料輸岀;2,小投料輸出;3.重量異常或錯誤;
1RUN?
3.4精度的控製
本係統使用德國HBMZ6FC3/100稱重傳感器,最小稱量分辨率為0.01kg,理論上可以達到±0.01kg偏差,但±0.02kg就符合生產要求了,實際打包過程中的偏差大都在能保持在±0.01kg之間,這主要得益於細加料閥動作的穩定和F701稱重儀的細加料設定點自動調整功能。
因為在細加料綢與稱量鬥之間有一段距離,所以當細
加料閥關閉後,在細加料閥和稱量鬥之間的這段距髙,會有一段切片不能被稱重傳感器測量到,這段切片的重量這就是細加料設定點所要設定的數值.切片下落速度的不穩定,決.定了這段切片的重量也不穩定,因此F701稱重儀提供了一種自動修正細加料設定點的功能(即自動落差修正)。該功能可以計算多次稱暈的誤差,並計算出誤差的平均值,再通過參數修正,對細加料設定點進行修改,能很好保證包裝的精度。
4總結
包裝是產品進入流通領域的必要條件,而實現包裝的主要手段是使用包裝機械.稱量包裝的準確與否將直接影響到企業的信譽和經濟效益.由F701組成的控製係統,具有優異的控製精度,及長期使用的穩定性。本係統結構簡單,操作方便,維護成本低,在裝置投產至今十年的使用過程中一直維持優異的工作狀態.經過計量部門多次檢定,整個係統的動態計量精度優於0.8輪.自裝置開車產品外銷以來沒有客戶反映產品有重量問]S,取得了很好經濟和社會效益.
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器