谘詢電話
ENGLISH0755-88840386液體洗滌劑微機控製配料係統
發布時間:2021-01-06 13:47:38 |來源:網絡轉載
—、概述
隨著現代人們生活水平的不斷提高,液體洗誨劑已經成為人們日常生活中不可缺少的洗滌用品.液體洗滌劑原始的生產工藝及落後的製造技術因生產效率低,工人勞動強度大,產品質量穩定性差等因素,已不能滿足日益増長的社會要求.近年來以計算機技術為基礎,綜合了先進的工業稱重技術、過程控製技術和計算機網絡通訊技術的集散控製配料係統,由於具有自動化程度高、功能強、係統運行可靠、操作方便靈活等優點,有效地提高了產品的生產能力和質量,降低了製造成本和工人勞動強度,並且實現了企業“控製分散,管理集中”的現代化生產模式,從而越來越多的受到日化等行業的認同和重視。
我們根據液體洗滌劑生產新工藝和配料控製的具體要求,釆用集散控製技術研製的“薇體洗滌劑微機控製配料係統”,成功地應用在北京日用化學二廠年產3萬噸液體洗滌劑“雙加”擴建工程中生產出的“金魚”牌洗滌劑產品質量達到國家標準
《GB9985-88》中要求的優級品標準,生產能力和配料精度等技術指標完全滿足設計要求,
二、硬件係統組成
硬件係統結構如圖1所示
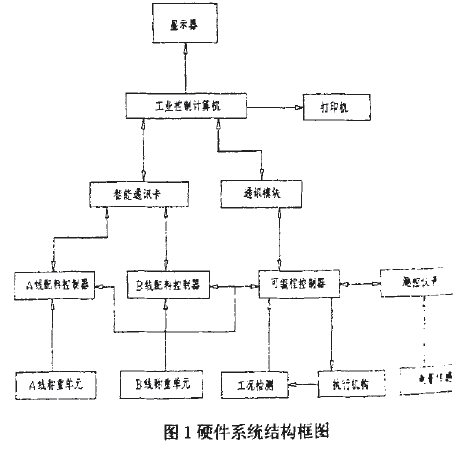
硬件係統包括兩條生產線,通過上位機、可編程控製器(PLC)、配料控製器、測控儀表及執行機構實現配料過程中的三級控製,滿足液體洗滌劑配料工藝流程的要求。
1、上位機監控管理係統
上位機監控管理係統由上位機和打印機組成.上位機是配料係統的核心.為了確保係統的穩定性和可靠性,選用威達PSC-586VGAZ工業控製計算機作為上位機.其中CPUPentiuml33,硬盤L08G,內存16M,軟驅1.44M,顯示卡L3Tri64,顯示器Luraluny20wSVGA,另配有兩塊MOSA320C8路智能通訊卡.上位機通過通訊模塊、智能通訊卡與可編程控製器、配料控製器按RS232協議進行通訊。操作人員通過上位機顯示器進行人機對話操作,完成配方的修改與確認,配料係統的啟動及停止等工作.顯示器動態畫麵可以顯示原料貯罐、高位槽、成品貯罐的粒位、稱重係統工作情況與稱重結果、執行機構等外圍設備運行狀況等,對配料係統工藝流程進行真實描述,實現實時監控。Canon4500型打印機輸岀各種原料用量和成品產量的日、月、年統計報表,完成管理工作.
2,可編程序控製器(PLC).
係統選用日本三菱公司FX2係列的PLC,根據上位機和配料控製器及測控儀表的指令和信號,按照生產工藝和配料流程的要求,在相應軟件的支持下對執行機構進行邏輯控製。PLC的主機為FX2-128MR,配有一塊Fx-48ER擴展單元,五塊FxT6EX擴展模塊及一塊FX-232AW的RS232接口單元。PLC通過RS232接口單元將執行機構運行狀況、工藝流程執行情況等信號傳遞給上位機,用於實現實時監控功能。
3、稱重係統
稱重係統是由配料控製器和稱重單元(稱重料鬥)兩部分組成的,用於完成配料係統對七種原料的稱量與配料控製。係統結構如圖2所示。
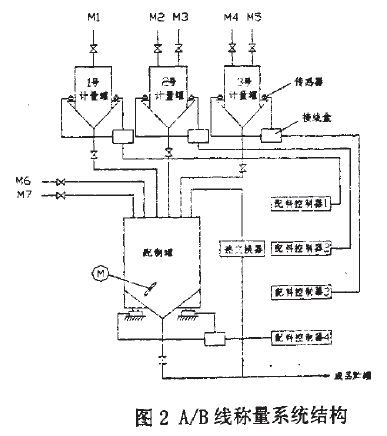
配料係統A,B兩條液體洗滌劑生產線各選用4台目前世界上最小的配料控製儀表-CB920配料控製器.CB920集重量顯示器與配料控製器於一體,可控製四種不同種類的物料進行配料,所有物料具有各自的粗計量、精需計星和過衝量補償.配方等數據既可通過麵板按鍵輸入存儲,也可通過RS232接口由上位機設置.由於釆用了90年代最新技術的△-£模/數轉換器,轉換速率達到每秒120次,因此特別適用於動態計量和配料控製。在配料過程中,CB920由PLC啟動進行配料控製工作,顯示器按總重和淨重兩種方式顯示稱量結果,並通過RS232接口不斷地將稱量數據傳遞給上位機進行重量顯示和數據統計.
稱重單元是由不鏽鋼材質的計覺罐或配製罐作載體,與三隻稱重傳感器及一隻接線盒共同構成的。A、B兩條生產線的稱重單元各包括3個計量罐和一個配製罐,總計8個稱重單元.其中計量罐由S型稱重傳感器吊掛在金屬結構架上,由於所製罐配有攪拌電機而釆用浮動、半浮動和固定的壓式傳感器稱重模塊固定在水泥基礎上.稱重傳感器和接線盒均選用METTLERTOLEDO公司的產品。傳感器通過接線盒與配料控製器CB92O連接,將計量罐與配製罐中物料的實際重量傳遞給CB920進行配料控製。
4、測控儀表與測量傳感器
測控儀表與測量傳感器用於對配料係統中循環廂水的溫度、飽福蒸汽的壓力及流最、原料的溫度、液體洗滌劑的酸堿度及原料儲罐、高位槽、成品儲罐的料位等工況進彳亍數據釆集與監控,並通過PLC與執行機構形成局部閉環控製係統.例如:高位槽原料的供給就是采用料位檢測與供料泵組成的閉環控製係統進行控製的。係統包括18個料位計、22套溫度計(含6套溫度控製儀),23套壓力計(含2套壓力變送器)、2套K8凯发登录入口計及2壹酸堿度檢測儀.
5,執行機構和工況檢測
執行機構包括2台攪拌電機,52個氣動球閥和8台供料泵。執行機構在PLC控製下完成原料的供給、液體洗滌劑配製過程中的攪拌、循環加熱與冷卻、成品的輸送與存儲等工作.工況檢測是指配料係統按上位機和配料控製器輸出的指令與信號,通過PLC對執行機構所處的工作狀況的檢測,並結合工藝流程的具體要乘來判斷執行機構是否正常工作.執行機構的工作狀況和工況檢測結果由PLC傳遞給上位機監控%
6、控製櫃
三個台式控製櫃置於中控室,前麵板包括配料控製器、溫度、壓力、K8凯发登录入口、酸堿度測控儀表及上位機顯示器。操作台由開關、按鈕、指示燈、打印機及上位機鍵盤組成,控製櫃內裝有PLC、上位機主機、電源及繼電器、接觸器等控製元件.工作人員通過操作台選擇運行方式、工作生產線、生產過程的啟動與停止、完成配方修改、報表打卬等具體工作及工藝流程、設備運行情況等監控工作,進行人機對話操作。
三、軟件係統組成
軟件係統是由上位機可視組態軟件和PLC執行軟件兩部分組成.
1、可視組態軟件
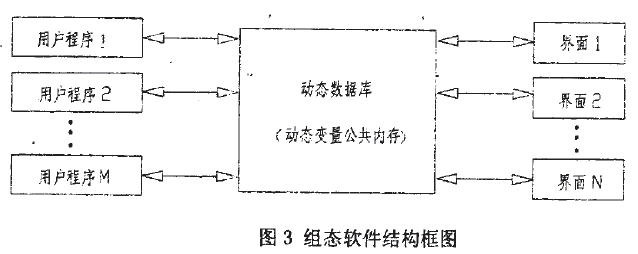
液體洗滌劑微機控製配料係統中采用國內自主開發的實時監控管理軟件一可視組態軟件VM.VM軟件是運行在Windows3.x/findows95平台上的全中文可視開發軟件,用亍上位機完成監控管理工作.VM軟件由三部分組成:動態數據庫、界麵和用戶程序,其結
VM軟件主要完成以下功能:
①同外部設備進行數據變換,實現上位機與外設的通訊
係統釆用Borlandc++3.1按通訊規約開發通訊程序,使配料控製器、PLC與上位機之間完成數據傳遞.
②生成可視畫麵,實現人機對話功能
配料係統通過可視動態畫麵既可以顯示稱量結果、工藝流程執行情況及外圍設備運行狀態,又可對配料控製器進行參數設定與修改,從而完成對配料係統的監控。
③輸出原料用量及成品產量的統計報表
將配料控製器的稱量結果讀到動態數據庫的某一數據單元,按特定方法運算、存儲.當用戶需要時形成管理報表輸出,完成日、月、年報表的統計管理工作.
2,PLC執行軟件
根據用戶提供的工藝流程及配料控製的具體要求,PLC控製A、B兩條生產線完成自動配料過程,其主要功能如下;
①朦原料蹴位信號跡榊料,
②根據配料控製器CB920的輸出信號控製相應執行機構完成8個稱重料鬥的配料控製。
③按工藝要求完成溫度控製.
④對執行機構的動作情況進行檢測與監控.
⑤按“先入先岀”原則控製成品貯罐的進料與放料順序.
⑥與上位機通訊實現配料係統的實時監控。
四、主要功能特點
1、配料係統可按全自動或半自動方式運行.
2、A,B兩條液體洗滌劑生產線既可獨立工作又可同時工作°
3、工控機與配料控製器均可對配料設定參數進行修改,並實時顯示稱重結果。
4、配料控製器自動進行落差修正。
5、對所有執行機構進行狀態監控.
6、原料用量與成品產量統計報表輸出。
7、工藝流程及執行機構工作情況動態畫麵顯示.
8、故障報警時自動進行畫麵切換並指示報警設備與報警內容.
9、進行多任務實時管理與三級監控.
五、稱重方法與配料原理
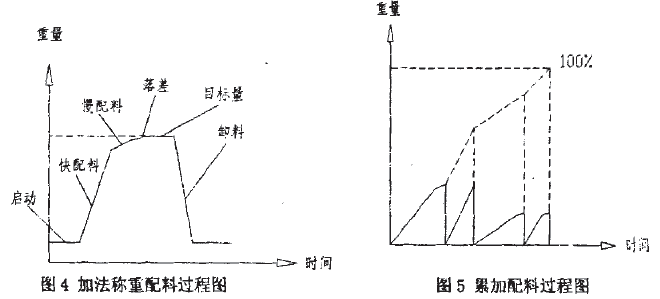
稱最係統在配料過程中是釆用加法稱重方式進行配料控製的.所謂“加法稱重”就是把原料裝入稱重料鬥,從配料控製器(或稱重儀表)上讀出的是所加原料的重量.這種方法適用於一個稱重料鬥中混裝幾種原料的定量配料控製。基本原理是,由秤體將被稱原料的重量傳遞給稱重傳感器,稱重傳感器將輸出信號傳給配料控製器進行測量和處理後再返過來控製秤體的給料機構,從而形成一個閉環測控係統,以實現完整的配料過程。
為了獲得最高的配料準確度通常釆用快速配料、慢速配料和空間落料(落差)三個加料過程.加料過程如圖4所示.
把四種原料混合在一個稱重料鬥中的累加配料過程如圖5所示.實線所示是稱量係統顯示值,是時間函數,虛線所示是四種原料組分累加配料重量。原料組分進入稱量料鬥中,首先進行快速配料達到設定重薑麗妬慕然房再進行歯&貳原料麗不料結束後配料控製器重新置零,接著原料組分2-4以同樣方法配料.液體洗滌劑配料係統中既含有一種原料組分的配料控製,也包括兩種原料組分和四種原料組分的配料控製。
六、配料係統運行方式
本係統有三種運行方式:全自動運行方式、半自動運行方式及係統調試狀態運行方式,全自動運行方式的啟動由上位機完成。通過上位機可進行配料係統各種原料目標量(配方)的修改與確認,顯示器組態畫麵對工藝流程、設備運行情況及各工作環節進行統一監控.對各種原料的用量及成品產蛍進行報表管理。
2、半自動運行方式
半自動運行方式通過控製櫃上相應的控製按鈕完成啟動。半自動運行方式是指配料係統脫離上位機的監控管理,由PLC按照工藝流程的要求自動完成配料過程的邏輯控製。
3、調試狀態運行方式
這種方式是根據工藝流程要求,將配料過程硬件程序化,對各種外圍設備進行手動操作即可完成配料的運行方式.
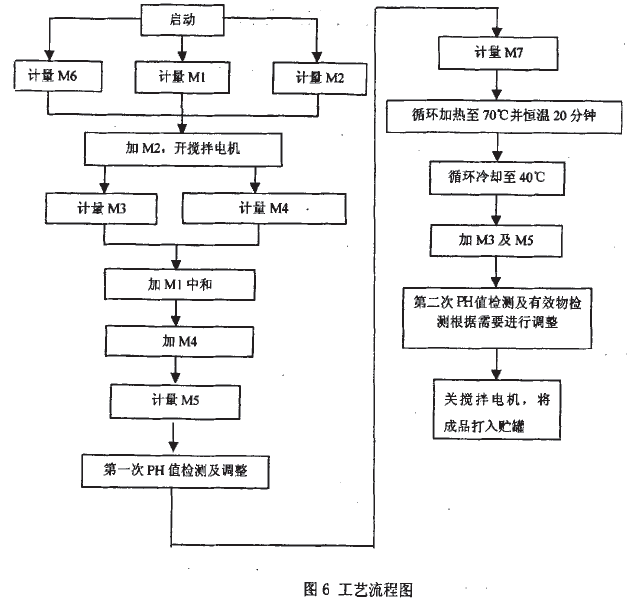
七、工藝流程
液體洗滌劑微機控製配料係統A,B兩條生產線的配料工藝流程如圖6所示.工藝要求將7種原料按順序配料稱重,在配料罐中混合攪拌進行化學反應與物理反應,經過PH值檢測、有效物檢測及粘度檢測並確認合格後送入成品貯罐,完成液體洗滌劑一個陀料周期的生產過程.
八、結束語
目前,有許多國內設計成套的液體洗滌劑配料係統,仍沿用70年代或80年代的工藝、設備與技術,為新型高效洗滌用品的研製與生產帶來諸多不便。北京日用化學二廠使用的液體洗滌劑微機控製配料係統是釆用集散控製技術,以計算機技術為基礎,工業稱重技術為核心的理想的配料係統。自投產一年多以來,運行狀況良好,生產出的成品質量全部達標.
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器