谘詢電話
ENGLISH0755-88840386顆粒包裝機傳動機構的優化設計
發布時間:2021-03-18 09:51:59 |來源:網絡轉載
0引言
隨著科學技術的發展和技術的進步,顆粒包裝機在醫藥包裝領域的應用越來越多,種類也越來越多,但其結構相似[1-3]。顆粒包裝機主要由引導成型部分、進料部分、縱向封閉牽引部分的橫向封閉切割部分組成。為了滿足當前實際生產中對生產效率的要求,本文提出了一係列優化措施,旨在優化設計,提高生產效率。
顆粒包裝機的工作原理。
顆粒包裝機的包裝過程是:包裝材料(薄膜)由薄膜成型器成型,然後縱向密封和橫向密封,最後切斷。
縱向密封有兩個功能:一是縱向密封,二是帶動包裝紙送紙,橫向密封是間隔的。根據正常工作要求,在橫向密封期間,其線速應與縱向密封棒的線速一致,否則包裝材料會被拉伸損壞或鬆弛起皺,導致密封不良。因此,設計了一種偏心鏈輪機構,以確保當袋長在一定範圍內變化時,橫向密封棒的圓周線速度與縱向密封棒的圓周線速度相適應,從而確保機器的正常工作。
橫封棒的圓周線速度與縱封棒的圓周線速度一致,鏈輪中心與主軸中心之間沒有一定的偏心距離。此時,由於主軸的轉速相等,主軸的中心和偏心鏈輪之間有一定的偏心距離,因此偏心鏈輪在相同半圈時間內左右半圈轉動的齒數不同,齒數多的半圈線速度大的齒數少的半圈線速度低,偏心鏈左右半圈轉動的齒數不同,齒數多的平圈線速度大的齒數少的半圈線速度低,偏心鏈輪以不同的速度運動。因此,改變包裝袋的長度後,可以相應調整偏心鏈輪的連心量,實現橫封棒和縱封棒的線速度適應[4]。
2總體方案設計
定量化進料裝置每轉一圈,可填6袋,但機器的包裝速度為36~60袋/min,這就要求定量化進料裝置每分鍾最多轉10轉,因此,定量化進料裝置中心軸的轉速為6~10r/min。因為定量化進料裝置的轉盤有6個定量孔,所以橫封裝置的齧合次數應為36~60次/min。初始袋長80~140mm,再根據產量計算縱封裝置的轉速n,並確定電機功率為0.37kW。
2.1包裝材料供應機構
將卷筒紙架設置在機器上方,操作簡單。利用像鼻成形器彎曲成形式填充封口機,平張卷筒薄膜通過導向棒彎曲成像鼻成形器成圓筒狀,用等速旋轉的縱向封口棒加壓熱合並連續向下牽引。材料經過計量裝置計量後,從料鬥落入密封的袋筒內。用不等速旋轉的橫向封條縫合袋筒的上口,用旋轉切割刀切斷後排出機外。
2.2主傳動係統
卷筒式複合包裝材料經象比成型器折疊後,熱封裝置相繼完成分段宗封和底邊。
2.3傳動係統
要求自動顆粒包裝機的生產效率達到50~100袋/分鍾,袋長60~140毫米。因此,設置了間隔齒輪和錐滾無級調速機構,采用兩極減速機構,第一節采用寬三角帶無級變速。
第二節采用錐滾無級變速。
2.4切割裝置。
一般來說,機械切割包裝袋的方法主要有熱切割和冷切割兩種。在具體選擇過程中,應綜合考慮切割方法、材料袋牽引運動形式、包裝材料材質、厚度等因素,確定最佳方案。
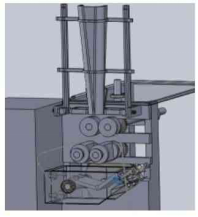
根據設計結果,使用SolidWorks軟件完成顆粒包裝機傳動機構的3D模型,如圖1所示。
3.結論
針對顆粒包裝機的傳動係統,重新設計了包裝機的橫向密封機構、縱向密封機構和進料機構、箱體和支架。
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器