谘詢電話
ENGLISH0755-88840386基於MCGS的袋裝水泥自動裝車係統上位機監控軟件設計
發布時間:2021-04-01 17:04:39 |來源:
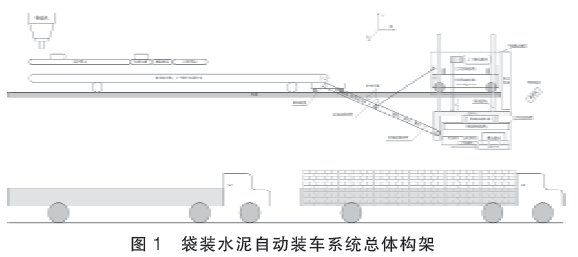
國內外都有對袋裝水泥自動裝車係統的研究[1-4],基於國內外關於自動裝車係統的研究成果和經驗,本課題組研發的袋裝水泥自動裝車係統由水泥包運送係統、來包姿態轉換機構、頂層移動係統、多自由度自動落包係統和收塵係統等功能模塊組成,如圖1所示。自動裝車係統的控製係統由DSP主控板、控製上位機和用戶觸摸屏等組成,其中主控板直接控製機構運動,控製上位機通過串口和主控板遠程連接,給主控板發送控製指令,用戶觸摸屏可用於裝車信息的輸入。研發自動裝車係統的過程中,需要對其機構進行調試。對於設備調試,一般采用的方式是把電腦和主控板連接在一起,然後下載程序到主控板上進行調試。然而對於一台已經安裝好的設備,能不能做到不需要額外設備,不增加額外連線,就能實現所有機構的調試呢?如果將對機構的調試功能加入到係統的控製上位機中,設計研發一種集控製和調試於一體的上位機,則能很好地解決這個問題。本文將主要研究集控製和調試於一體的袋裝水泥自動裝車係統的上位機軟件設計,以及上位機如何和主控板之間通過串口實現通信。
1係統設計
整個控製係統由三部分組成,分別為控製上位機、用戶觸摸屏和主控板。控製上位機通過RS232串口通訊實現和主控板的通信,主控板接收到指令後控製各機構協同完成碼包工作。基於DSP主控板和控製上位機上都有COM口,並且控製上位機開發平台提供了串口基本調用函數,所以通信方式采用串口通信方式,節省了開發底層通信協議的時間和工作量,可以將更多時間用在具體的通信方案的研究上。控製上位機和用戶觸摸屏都是昆侖通泰的觸摸屏TPC1061TI,開發平台為MCGS組態軟件,可以使用設備構件中的網絡構件快速建立通信[5-7]。基於ModbusTCP協議,控製上位機實現了和用戶觸摸屏的通信,其中用戶觸摸屏為主機,發送裝車基本信息到控製上位機,並從控製上位機獲取裝車進度信息。這種相當簡單的建立通信方式,減少了通信開發難度,提高工作效率。
水泥包自動裝車係統進行裝車碼垛時,首先由用戶觸摸屏向控製上位機發送裝車信息,然後由控製上位機發送裝車指令信息給主控板,主控板接收到指令信息後,啟動水泥包自動裝車係統完成機構初始化、車輛定位和車廂檢測,並將機構狀態信息,測量信息和碼垛規劃信息反饋給控製上位機,當主控板收到反饋的裝車確認信息後,開始裝車。開始裝車後,主控板會定期向控製上位機發送裝車進度信息,機構運行狀態信息和故障信息等。控製上位機和用戶觸摸屏、主控板之間的關係如圖2。

控製上位機作為自動裝車係統的人機交互接口,除了要有控製主控板進行自動裝車碼垛的窗口界麵外,還要有控製主控板對自動裝車機的機構進行調試的窗口界麵。這些被調試的機構包括來包姿態轉換機構、頂層移動係統、多自由度自動落包係統等。因此上位機的主要功能是接收用戶觸摸屏信息,向主控板發送裝車信息和指令,顯示接收到的裝車進度信息和機構狀態信息,向主控送調試命令,顯示接收到的機構運行參數信息等。
2軟件功能設計
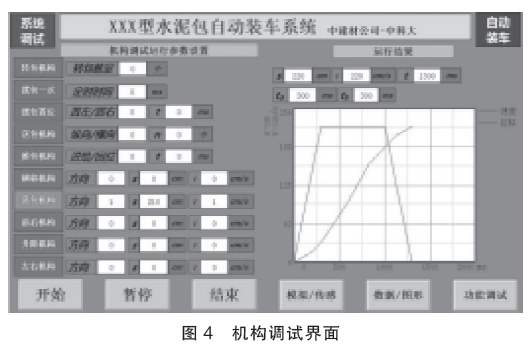
上位機軟件是基於昆侖通泰MCGS組態軟件開發的,主要窗口界麵如圖3和圖4。有兩種操作模式,分別是自動裝車碼垛模式和機構調試模式。
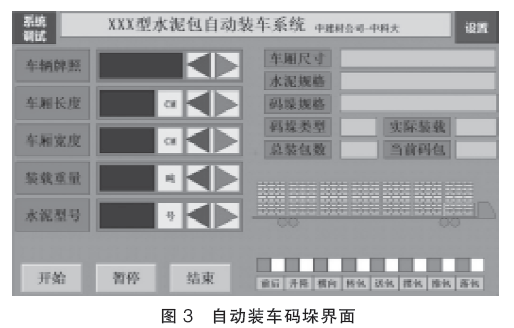
在自動裝車碼垛模式下,上位機要控製主控板進行自動裝車碼垛操作,首先上位機要獲取裝車基本信息,有兩種方式:一種是從用戶觸摸屏獲取,一種是在上位機的裝車信息輸入欄中直接輸入。在獲取裝車基本信息後,向主控板發送裝車信息。主控板接收到後,首先會控製自動裝車機構進行機構初始化、車輛定位和車廂尺寸檢測,並根據檢測信息生成碼垛規劃,然後將這些信息反饋給上位機。上位機收到以上信息後,向主控板發送確認裝車信息,主控板正式控製自動裝車機構進行裝車,並每隔一段時間向控製上位機發送裝車進度信息,機構運行狀態信息和故障報警信息。控製上位機收到裝車進度信息後,會以數據和動畫的模式顯示在窗口界麵上,接到故障報警信息後,會通過按“暫停”鍵和“停止”鍵向主控板發送中斷操作和停止操作信號。如果主控板接收到這些信號,會暫停機構運行或者停止裝車過程。這樣的設計,使得整個自動裝車碼垛過程都實時可控,並因為動畫等多種視覺的展現方式,使得操作者對操作對象的變化更加直觀,遇到情況也能及時處理。
在機構調試模式下,上位機要向主控板發送針對某個機構的調試命令,首先要在窗口左側一排按鈕選中對應的調試機構,並輸入調試參數,單擊“開始”按鍵,向主控板發送調試命令。主控板接收到調試命令後,控製對應的機構完成運動,並將運動情況反饋給上位機,最後上位機會以統計數據和曲線等形式將結果顯示在窗口界麵上。
上位機軟件功能設計有兩個關鍵設計:
1)編寫功能通用的用戶策略模塊。在MCGS組態軟件不提供函數編寫功能的情況下,當程序中多次需要實現相同的功能時,可以通過編寫用戶策略模塊,調用用戶策略模塊來實現,如通用接收串口數據策略的編寫。在控製自動裝車過程中,上位機和主控板之間有多次通信,而且每一次通信的字節數都可能不同,因此,上位機通信策略模塊可以這樣設計,按單次通信接收字節數最大值定義接收變量成員數目,每一次調用該策略時,首先讀取串口接收緩衝區有多少個字節,用變量存儲,然後每次讀取一個字節後,將該變量減一,當該變量等於零時,就完成了一次讀取串口緩衝區的操作。
2)參考裝車過程,分段編寫程序代碼。對於自動裝車碼垛窗口來說,裝車正式開始前需要處理裝車信息的輸入和發送,車輛
測量信息和碼垛規劃信息的顯示,確認裝車的接收和反饋,裝車正式開始後需要定時接收並顯示裝車進度信息、機構運行信息和刷新裝車動畫等。因為大部分程序會寫在窗口循環腳本裏麵,並定期循環執行。所以在程序編寫時,將整個裝車過程的程序代碼分為獲取裝車信息的代碼段、提交裝車信息後等待確認的代碼段和正式裝車後的代碼段,並在每一段代碼的入口處設置不同的判斷條件。當上位機運行後,自動裝車碼垛窗口循環程序定期執行時,會根據判斷條件,從而執行不同的代碼段。這樣的設計可以減少程序執行出錯的概率和節省程序執行時間。
3通信設置
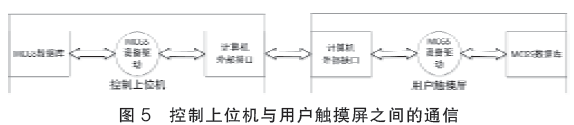
按係統設計要求,要建立上位機與用戶觸摸屏之間的通信和上位機與DSP主控板之間的通信。上位機和用戶觸摸屏的軟件都是基於MCGS組態軟件開發的。上位機組態時,由於MCGS組態軟件提供了設備窗口,用戶可以通過在設備窗口下掛接通用設備構件或者專用設備構件實現通信。具體的工作原理是MCGS組態軟件集成了大量的外設通信驅動,用戶在使用時,不用開發外設驅動,隻需要調用相應的驅動,通過設置好通信參數,就能實現基於MCGS開發的軟件與外設之間的數據通信[6],如圖5所示。
設計控製上位機和用戶觸摸屏之間的通信步驟如下:
1)添加通信設備。將用戶觸摸屏設計為客戶機,上位機設計為服務器。首先在設備組態窗口中,分別添加“通用TCP/IP父設備”作為父設備,然後對上位機添加“ModbusTCP/IP數據轉發設備”作為子設備,對用戶觸摸屏添加“莫迪康ModbusTCP”作為子設備。
2)設置通信參數。分別設置好上位機和用戶觸摸屏的網絡類型、本地IP地址、本地端口號、遠程IP地址和遠程端口號,以實現局域網組網。
3)建立設備通道和實時數據庫的連接。上位機和用戶觸摸屏上地址相同的設備通道之間屬於映射關係,所以當用戶觸摸屏上的某個設備通道連接的數據改變後,上位機上對應的映射通道的數據也發生改變,或者上位機上的設備通道連接的數據變化時,用戶觸摸屏上設備通道也會改變。在用戶觸摸屏上,將定義裝車信息的變量與設備通道連接後,當設備運行後,輸入裝車信息後,上位機相應的設備通道就能收到裝車信息。
要建立上位機和DSP主控板之間的串口通訊,有兩種方式:方式一,在上位機組態設備窗口掛接“通用串口父設備”作為父設備,但MCGS軟件本身沒有提供DSP設備的驅動構件作為子設備,這需要另外開發;方式二,直接調用內置的嵌入式係統函數實現串口連接,如調用!SetSerialBaud(參數1,參數2)設置串口波特率,調用!SetSerialDataBi(t參數1,參數2)設置串口的數據位,調用!SetSerialStopBi(t參數1,參數2)設置串口的停止位,調用!SetSerialParityBi(t參數1,參數2)設置串口的校驗位,調用!WriteSeria(l參數1,參數2)向串口寫一個字節,調用!ReadSeria(l參數1)從串口讀取一個字節。為了更快地完成串口通信的組建,本文采用方式二的串口通信方式。上位機運行時,首先設置好上位機串口通信參數,然後如果要發送數據,則將要發送的數據按字節寫入到串口發送緩衝區,如果要接收數據,則從串口接收緩衝區讀取數據。
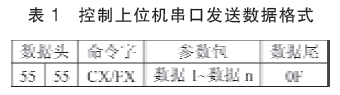
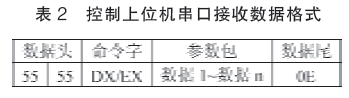
上位機向主控板發送的數據格式如表1。一幀數據包括數據頭、命令字、參數數據包和數據尾。主控板根據接收的一幀數據中的命令字判斷數據的意義,並執行相應的命令。上位機接收主控板的數據格式如表2。控製上位機接收數據時,采用先將數據一次取出,然後在根據命令字判斷意義的操作流程。
4結束語
本文設計的控製上位機已多次帶到設備現場,對設備的多個機構進行了調試,並在機構調試窗口界麵上用圖表曲線的方式顯示了調試對象的運動情況,實際地輔助了機構調試工作。這個集自動裝車碼垛控製和機構調試一體化的上位機軟件達到了基本的設計目標。
作者:王亞軍;李永新
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
- 上一篇:電子定量秤的檢定
- 下一篇:無人值守稱重係統介紹
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器