谘詢電話
ENGLISH0755-88840386PCS7係統與不同控製係統間數據的相互讀取
發布時間:2021-04-21 11:47:31 |來源:網絡轉載
水泥生產中不同控製設備間通過相互讀取數據完成控製過程,並完善設備連鎖關係,不同控製設備間可以通過多種通信方式來實現數據的相互讀取,例如OPC通信、工業以太網方式和PROFIBUSDP通信等。我公司熟料線DCS係統采用的是西門子PCS7係統。本文對該PCS7係統與其他控製設備進行數據相互讀取的通信方式進行介紹。
1與ECS-100控製係統的通信
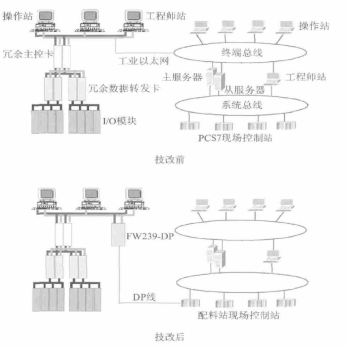
餘熱發電工藝采用的是ECS-100控製係統,在生產中,需要讀取熟料線生料秤喂料量、高溫風機轉速和窯頭窯尾廢氣出口氣體溫度等參數,熟料線也需要讀取餘熱發電工藝的發電量和蒸發量(驗證發電量)等參數。設計時熟料線PCS7係統與ECS-100係統采用OPC通信方式進行數據讀取,通過DCOM設置,把PCS7係統設置為OPC服務器,ECS-100係統設置為OPC客戶端,即可實現雙方數據相互讀取。但在開始使用時卻發現當雙方通信連接建立後,PCS7係統運行會變得卡頓,而且係統間通信出現故障時,如服務器死機、光電轉換器故障等,ECS-100係統在工程師站會出現無法編譯組態的情況,即使故障消失後,ECS-100係統也不能自動恢複通信連接,需要重啟計算機,增加了係統日常維護工作量。後來,我們在ECS-100係統上增加FW239-DP通信模塊,采用PROFIBUS-DP方式與PCS7係統通信,PROFIBUSDP屬於下位機通信,通信的過程由PCS7係統現場控製站的416-2DPCPU與ECS-100係統的FW239-DP通信模塊完成,不需要經過上位機,避免了在上位機間通信造成操作界麵卡頓等問題。
餘熱發電控製係統距離熟料線配料站DCS現場控製櫃最近,因此用DP線連接FW239-DP與配料站416-2DPCPU即可。416-2DPCPU有兩個DP口,其中一個DP口用於與ET200M連接完成配料站設備控製,把另一個DP口設置為DP從站,用於與FW239-DP通信,ECS-100係統的FW239-DP設置為DP主站。在ESC-100係統側,需要用到416-2DP的GSD文件,然後根據從站設置的通信數據區大小設置主站的通信區域,雙方數據交換區要對應,即主站的接收區對應從站的發送區,發送區對應接收區,並且大小要一致。采用下位機通信的方式實現不同係統間數據通信,數據傳輸穩定,抗幹擾強,而且係統間無網絡連接,可以防止係統出現相互影響及病毒交叉感染。技改前後兩個係統間的連接見圖1。
2與合肥院QCS係統的通信
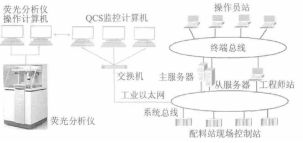
在生料質量控製方麵,采用合肥院開發的QCS係統對原料配料秤進行控製。具體控製過程為在QCS係統上輸入各種物料的配比值,然後傳輸到PCS7係統中,PCS7控製係統根據配比值計算出每台配料秤的給定值,並通過現場控製站將給定值的模擬量信號輸出到配料秤控製櫃。質管部控製員根據熒光分析儀得出的物料分析結果調整各種原料的配比,同時分析結果還要傳輸給熟料線PCS7控製係統,供窯磨操作員調整生產工藝參數。熒光分析儀得出的分析數據要先傳到QCS係統中,再由QCS係統傳到PCS7係統。QCS係統要與PCS7係統實現通信,需要在QCS係統監控計算機上安裝WINCC軟件,設置計算機IP地址與熟料線PCS7係統處在同一個網段,在WINCC變量管理中添加工業以太網通信驅動,通過配料站現場控製櫃416-2DP的CP卡MAC地址進行尋址,實現與CPU通信,熟料線PCS7係統不需要做任何軟硬件組態修改,隻需要在配料站CPU裏開辟與QCS通信的數據區即可。WINCC軟件完成對PCS7控製係統CUP數據讀取後,把WINCC設置為OPC服務器,QCS做為OPC客戶端讀取WINCC的數據,最終完成對PCS7係統數據的讀取。WINCC在熒光分析儀、QCS係統與PCS7係統通信中起到中間紐帶的作用。由於WINCC軟件是在QCS係統監控計算機上運行的,因此PCS7控製係統監控畫麵顯示流暢,並未出現卡頓的現象。兩個係統的連接見圖2。
3與脫硝設備控製器的通信
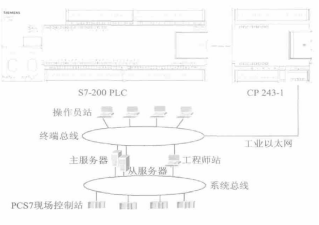
熟料線配套的脫硝裝置,采用PID控製,具體控製過程由廠家配套的西門子S7-200PLC控製係統完成。而熟料線PCS7主要對整個控製係統進行啟停控製和參數設定,如設定氨水K8凯发登录入口和閥門開度等;同時讀取脫硝係統運行參數,如氨氣濃度和氨水液位等。脫硝係統也需要讀取熟料線的參數,如分解爐溫度、煙氣溫度和濕度等。S7-200PLC配置有工業以太網模塊CP243-1用於與PCS7控製係統通信。要實現雙方通信,首先要在對S7-200PLC第一次下程序時,通過PLC的串口對CP243-1進行參數配置,設置模塊IP地址與PCS7係統上位機網絡處於同一網段,然後用光纖把CP243-1接入PCS7係統網絡中實現雙方網絡連接。對CP243-1設置完成後,可以在控製室通過網絡對S7-200PLC上傳下載程序及監控,不需要到控製櫃現場進行操作。在PCS7係統側,需要在服務器的站組態中添加OPCSERVER,並與CP243-1通信連接,通過PCS7自帶的OPCScout軟件把需要讀寫的S7-200數據添加到OPCSERVER中。由於S7-200PLC能用的M變量較少,因此我們都是通過S7-
200的V變量進行數據傳輸的,而OPCScout無法直接讀取PLC的V變量,需要先插入M變量,然後對變量的名字進行修改就可以讀取V變量數據了。兩個係統間的連接見圖3。
4與窯尾袋收塵設備控製器的通信
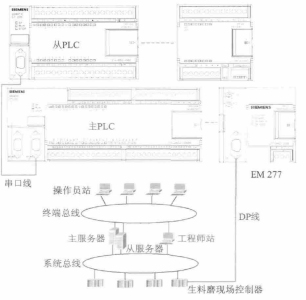
窯尾袋除塵器由20個氣箱及灰鬥組成,包括260個脈衝閥、20個氣缸、20個氣箱差壓變送器、20個灰鬥壓力變送器、20個料位開關、2個壓力變送器(用於測量壓縮空氣壓力)和3個熱電阻(用於測量袋除塵器進出口溫度)。這些信號接入袋除塵器控製櫃後,再傳輸到熟料線PCS7控製係統中,同時袋除塵器控製櫃的啟停由PCS7控製係統完成。袋除塵器控製櫃包括觸摸屏和PLC,由於需要監控85個DO輸出、22個DI輸入和40個AI輸入,監控的變量較多,而單個S7-200係列PLC僅能帶7個模塊,不能滿足係統對控製點數量的要求,因此采用2個西門子PLC。1個S7-224XPPLC作為主PLC帶有3個EM223模塊、2個EM231模塊和1個EM277模塊,用於控製程序的運行及接入全部輸入輸出開關量和部分模擬量。另一個S7-224PLC作為從PLC用於擴展I/O點,帶7個EM231模塊,接入剩餘的模擬量。主從PLC要實現數據相互讀取,主PLC需要運行網絡讀寫指令向導,填寫從PLC的通信地址,同時定義雙方用於數據交換的地址,一般用V變量區,從PLC不需要進行設置。主PLC有兩個串口,其中一個串口用於與觸摸屏通信,另一個串口用於與從PLC通信。主從PLC間及PLC與觸摸屏之間可以用帶編程口DP頭的DP線進行連接,這樣在上傳、下載和監控程序時,用數據線直接連接DP頭的編程口即可,方便現場調試。袋除塵器控製櫃放置於生料磨電力室,因此PCS7控製係統通過生料磨現場控製站416-2DP其中一個DP口與袋除塵器控製係統主PLC的EM277模塊連接,通過PROFIBUSDP總線方式實現雙方係統數據的相互讀取。雙方通信時,416-2DP做為DP主站,EM277作為DP從站,416-2DP側需要導入EM277的GSD文件。兩個係統間的連接見圖4。
5結束語
水泥廠控製係統間可以采用多種通信方式實現雙方數據的相互讀取,在實際生產中應該根據所采用通信方式的投資成本及通信實現難易程度來選擇合適的方式。當雙方相互讀取的數據用於操作連鎖或者保護連鎖時,建議采用通信穩定的下位機通信的方式,如PROFIBUS-DP通信;當相互讀取的數據僅用於操作員作參考調整工藝參數的,可以采用投資成本較小,簡單易於實現的上位機通信方式,如OPC通信。由於OPC通信的雙方存在著係統運行出錯而需要重啟造成係統間數據交換暫時中斷的情況,因此不建議采用OPC通信傳輸的數據用於操作連鎖和保護連鎖。
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
- 上一篇:現代稱重技術在飼料加工中的應用
- 下一篇:多組分批量添加係統及其應用
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器