谘詢電話
ENGLISH0755-88840386基於DSP的稱重控製器設計
發布時間:2021-04-25 16:02:57 |來源:網絡轉載
1引言
在玻璃行業中,通過電振機或絞龍電機供料是技術成熟並被廣泛采用的方法,其優點是結構簡單控製方便。在此基礎上設計的稱重控製器大多以傳統單片機為核心。相對傳統單片機,數字信號處理器在實時性,高速運算等方麵的優勢巨大,將逐步成為工業控製的主流選擇。本設計針對玻璃配料過程中存在的稱重精度不高,自動化程度不高等問題,采用了高性能數字信號處理器TMS320F2812(F2812)作為核心器件。控製器在設計了友好人機界麵的基礎上,專門設計了與F2812內置模數轉換器相匹配的放大電路,並在A/D采樣過程中加入了采樣校準的方法,保證采樣數據更加準確;采取數字濾波方法處理采樣數據,濾除采樣數據中的幹擾。
2配料係統工作流程
玻璃配料係統一般包括稱重控製器、備料鬥、計量鬥和相關動力裝置。備料鬥用來存儲一定量的待測物料,備料鬥下方的出料口由電振機的驅動,通過改變電振機的振動速度可以改變備料鬥的出料的速度[1]。備料鬥下方是計量鬥,它是一個放置在稱重傳感器上的懸浮容器,控製器通過解讀傳感器的數據得到計量鬥內的物料質量。
當開始稱重過程時,稱重控製器發出控製信號,備料鬥開始快速下料,物料進入計量鬥後,由計量鬥下方的傳感器測得重量信號,信號經處理還原為物料的重量。控製器自動比較當前的物料重量與目標重量的偏差,當偏差值E縮小到一定範圍時(如10%,即達到目標重量的90%),發出信號並驅動備料鬥進行慢速下料,使測得的重量值變化減緩,有利於精確控製。每當控製器發出停止加料信號時,會有一定量的物料剛剛脫離電振機出口正在下落(即“飛料”),使最終稱得的物料重量要大於係統判定的目標重量。一般采取的解決辦法是在達到目標值之前提前停止加料,等待“飛料”落下,待檢測值穩定後,控製器再進行偏差值的判斷並進行下一步的控製(即點動加料模式),直至重量達到目標值。然後控製器發出信號,打開計量鬥排出稱重完畢的物料,完成一次稱重控製過程。結合以上工作過程控製器設計如下。
3控製器硬件實現
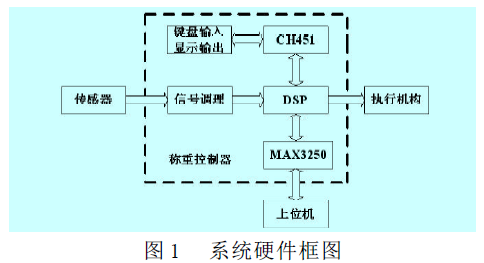
控製器硬件框圖由圖1給出,主要由F2812、信號調理電路、顯示/鍵盤模塊、串口通信模塊組成。F2812作為一款32位的數字信號處理器,采用哈佛總線結構,計算能力強,最高運行速度達到150MIPS,能夠處理包括稱重控製和軟件濾波等多種算法;內部包括128KB的閃存(FLASH)和128KB的隻讀存貯器(ROM),存儲空間大可滿足大部分程序設計要求;支持45個外圍中斷,響應迅速,方便子程序的快速調用;片上集成了12位A/D轉換器,能夠快速地進行模數轉換,在係統設計時不必增加額外的硬件;具有兩個串行通信接口(SCI)以及一個串行外圍接口(SPI),可簡化通訊接口設計,使係統緊湊[2]。
3.1信號調理電路
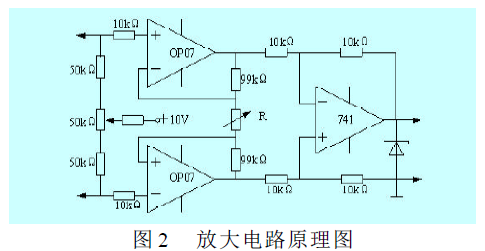
信號調理電路主要完成模數轉換前的信號的濾波和放大,由於本設計采取軟件濾波,所以主要考慮信號的放大問題。在現場應用中,以10V電壓激勵靈敏度為2mV/V的稱重傳感器,其滿量程輸出信號電壓為20mV[3]。F2812內置A/D轉換器的輸入電壓為0-3V,所以必須設置放大電路。設計采用由3個運算放大器組成的儀用放大電路(圖2)。電路中左側兩個OP07組成第一級差分放大電路,右側OP07為第二級差分放大,調節1kΩ可變電阻即可調節電路的增益。經計算要使增益調節達到150倍,需要將可變電阻R調節到1.33Ω。采用此種電路輸入阻抗高,共模抑製比高[4]。為了防止意外情況下輸入電壓超過DSP的工作電壓而損壞芯片,在信號輸入DSP引腳之前還需外接一個3V的穩壓管。
3.2A/D轉換與采樣校準
A/D轉換的精度將很大程度上決定稱重控製器的精度[5]。本設計采用F2812自帶的模數轉換器,這樣可以在達到控製器所要求轉換精度的基礎上簡化電路設計。
增益誤差和偏移誤差是影響A/D轉換精度的主要因素。增益誤差是指實際傳輸函數的斜率與理想傳輸函數的斜率的差別;偏移誤差是指輸入為零時實際輸出與零的偏差。本設計采用了采樣校準的方法補償增益誤差和偏移誤差。F2812的一組A/D轉換單元內8個通道之間的誤差典型值小於0.2%,通過采樣另外2個采樣通道的已知參考電壓xH、xL,得出A/D轉換結果
yH、yL,再利用求解線形方程組的原理計算出增益誤差和偏移誤差,然後計算出較精確的轉換結果。y為待校正量,則校正後的結果x可由式1表示:
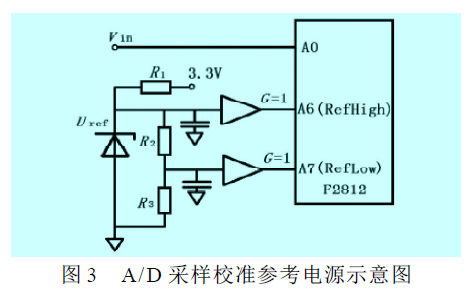
F2812芯片本身設計有A/D轉換采樣校準的參考電壓,分別由ADCREFP、ADCREFM引腳輸出,電壓分別為2V、1V。使用時外接10μF的低等效串連電阻陶瓷旁路電容到地,可直接使用。但是其電壓輸出精度有限,所以另外設計了參考電壓生成電路[6],電路示意圖如圖3。其中A0、A6、A7為同一組A/D轉換通道的三個輸入腳。A0為待測模擬信號輸入引腳,A6、A7為已知電壓信號的輸入引腳。為了盡量減少了數字電路對模擬電路的幹擾,本設計在PCB布局時將ADCINxx引腳模擬線遠和數字信號線分開放置,並將A/D模塊的功率引腳線所連的電源和地與數字電源和地分開放置。
3.3鍵盤和數碼管驅動電路
稱重控製器的人機交互通過6位LED數碼管和3×
4矩陣鍵盤實現。3×4矩陣鍵盤中的10個鍵對應數字
0至9,外加一個“確定鍵”和一個“功能鍵”。數碼管和按鍵較多會不利於使用軟件控製,所以采用數碼管驅動及鍵盤控製芯片CH451來檢測按鍵和驅動數碼管。
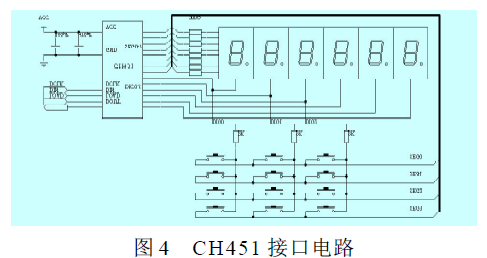
CH451是一款集數碼管顯示驅動、鍵盤掃描控製於一體的多功能外圍芯片,可以方便地與DSP組成係統。CH451通過複用DIGx和SEGx引腳,定期在顯示驅動掃描過程中插入鍵盤掃描[7]。數碼管的個數決定需要使用SEG0-SEG7的8個引腳和DIG0-5的6個引腳。矩陣鍵盤的結構為3行4列,設計使用SEG0-3這4個引腳與DIG0-2這3個引腳。DCLK、DIN、LOAD和DOUT管腳連接F2812對應管腳,具體硬件連接圖見圖4。
3.4通信接口
為了便於遠程監控,稱重控製器設計有串行通信接口[8]。設計利用主控芯片F2812上自帶的兩個全雙工SCI(SerialCommunicationInterface,串行通信接口)完成。RS232標準定義邏輯“1”信號相對於地為3V至25V,而邏輯“0”相對於地為-3V至-25V。所以需要一個RS232驅動器來轉換電平,本設計采用MAX3250芯片。MAX3250是一款支持3.0v到5.5v輸入電壓的串口通訊芯片,具有兩路串口通信能力。該芯片使用簡單,電路連接圖便不再給出。
4軟件設計
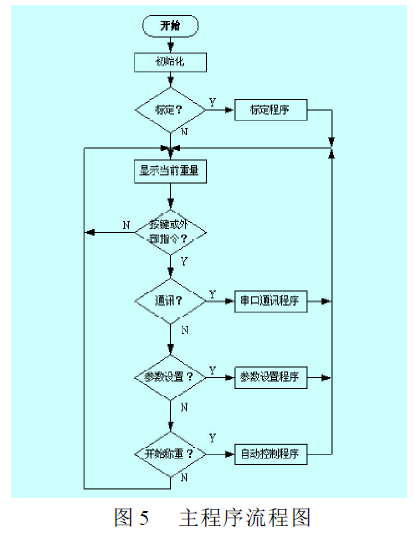
軟件設計主要在CCS軟件下由C語言設計完成。主程序流程圖由圖5表示。程序主要包括:初始化,標定程序,顯示程序,串口通訊程序,參數設置程序,計算質量程序,自動控製程序等模塊。
軟件濾波相對於硬件濾波更為方便,靈活。傳統的單片機由於性能的局限所采用的濾波算法一般為限副濾波,中值濾波,算術平均濾波,滑動平均濾波法等[9][10]。上述方法編程容易、對處理器要求不高,缺點是算法相對簡單,濾波效果不理想。本設計采用數字濾波器對數據濾波,數字濾波器是由MATLAB中的濾波器設計工具箱設計的無限衝激響應濾波器。軟件濾波程序作為自動控製程序的一個子程序在稱重控製開始後被調用。
在自動控製算法上,不采用前述的偏差值E比較法,而是加入模糊控製思想[11]。除了把偏差值E作為參考量外,還把偏差變化率ΔE也引入到控製中來。在鄰近速度切換的閾值時,同時考慮偏差變化率的大小,結合實際效果恰當編製控製規則表,使出料速度在到達閾值之前就做出變化,削弱“飛料”對控製精度的影響,優化控製器的性能。
5結束語
本設計針對玻璃企業原有配料係統特點,給出了一種稱重控製器的設計方法。經過現場運行得知,完全可以適應玻璃配料的工作要求,控製器運行速度快,稱重精度優於原有係統,完全達到了控製器的設計要求,具有一定實用價值。
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器