谘詢電話
ENGLISH0755-88840386定量包裝控製係統的設計與實現
發布時間:2021-05-07 16:27:59 |來源:網絡轉載
定量包裝在各行各業應用已經非常廣泛,包括食品、化工等不同的領域,因此定量包裝設備的種類也很多,包括氣動式、振動式、螺旋式等。在整個定量包裝生產過程中,定量包裝控製是非常重要的一個環節[1]。前期開發的自動定量包裝機,集機、電、儀、氣、光等多種學科於一體,能夠最大限度地提高包裝的質量與精度,有效地克服包裝的速度慢、精度不穩定的缺陷,同時兼顧了生產效率和降低成本兩方麵,提高了市場競爭力。
定量精度是非常重要的指標,為了滿足客戶的要求,必須提高定量包裝的精度[2—5]。在定量包裝行業大體經曆了手工稱重、繼電器控製、稱重儀表控製、PLC控製等幾個過程。目前公司采用的是稱重儀表控製的方式,但是這種控製係統不能滿足部分客戶提出的精度要求,因此,定量包裝機的優化設計對提高定量精度有很大作用。
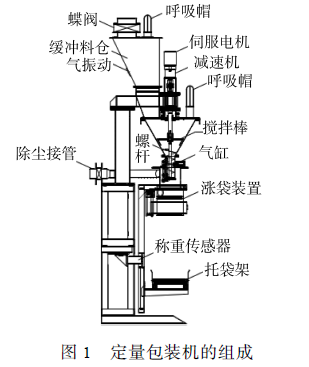
1定量包裝機的結構
定量包裝機的結構見圖1。包裝機包括緩衝料倉、下料裝置、稱重裝置、夾袋機構和自動控製係統等組成。在最上方設計了緩衝料倉,防止物料直接堵住下料裝置。通過對伺服裝置的控製,來控製下料的精度。下料口截斷門來控製剩餘物料下落,從而提高控製精度。
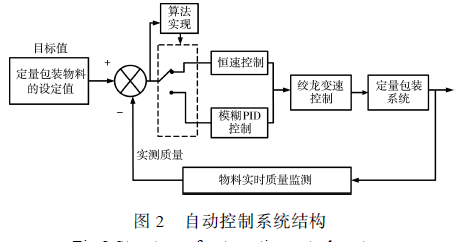
2定量包裝控製原理
定量下料裝置控製係統框圖如圖2所示。下料控製係統由PLC控製器、伺服裝置、精密螺杆、觸摸屏等工藝設備組成。該係統工作時,裝置的稱重傳感器實時采集物料質量,把它轉變成相應的電信號,經EM235模塊轉化為數字量後,送達PLC與設定的質量值進行比較,定量控製係統采用快加料的方式,來滿足速度的要求;當到達設定的快加料質量時,改成模糊PID控製的加料方式來提高定量下料的精度。
3控製係統硬件設計
3.1硬件基本配置
根據自動定量包裝機的基本控製與設計工藝要求,硬件的主要配置見表1。為了使包裝機能夠可靠、穩定地工作,電機、電磁閥、稱重傳感器都采用進口設備。
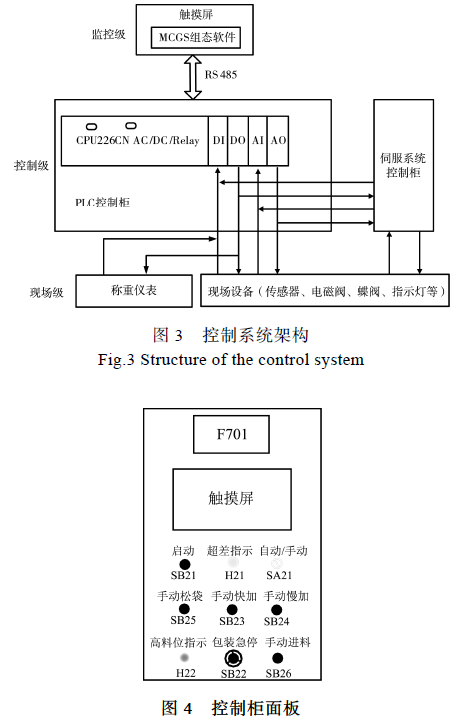
3.2控製係統結構設計
控製係統由上位機、PLC控製器、伺服裝置和其他現場設備構成。控製係統總體架構見圖3。
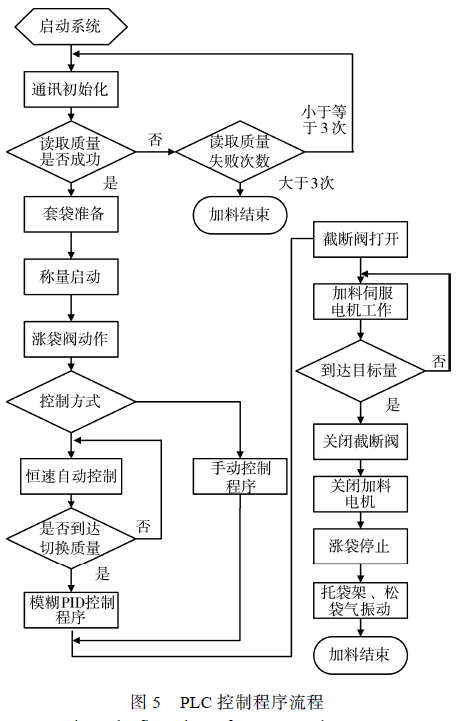
3.3控製櫃麵板
控製係統控製櫃的麵板見圖4。具體的功能和使用方法如下。
1)SA21自動/手動:右旋進入手動操作,左旋進入自動操作。
2)SB22包裝急停:當遇到緊急情況,按下按鈕,處理情況。順時針旋轉才可鬆開此按鈕。
3)SB21啟動:自動模式下按下此按鈕,包裝裝機進行自動包裝。
4)SB23手動快加:在手動模式下,按此按鈕,包裝機進行手動快加料。
5)SB24手動慢加:在手動模式下,按此按鈕,包裝機進行手動慢加料。
6)SB25手動鬆袋:在調試階段,按下此按鈕,實現手動鬆袋。
7)H21超差指示:稱重結束時儀表判定誤差超出設定範圍,指示燈亮一下。
8)F701稱重控製儀表:實時顯示物料質量並且進行自動加料控製。
9)觸摸屏:用來顯示和控製整個包裝過程。
4軟件實現
根據自動包裝機工藝要求和控製需求進行控製流程的設計,見圖5。然後編寫控製程序,保證PLC能夠完成設定的各種動作,從而達到精確、自動包裝的功能。
4.1模糊PID控製的實現
為了方便說明,設該自動定量包裝係統中物料的設定質量值為r*,實時測量的物料質量為c*。偏差為e*=r*-c*,偏差變化率為ec*。本次定量包裝係統中使用直接查表法來實現模糊PID控製,具體實現步驟主要有5步:
1)確定質量偏差e*、質量偏差變化率為ec*和PID三個參數的修正量∆Kp,∆Ki,∆Kd的論域。
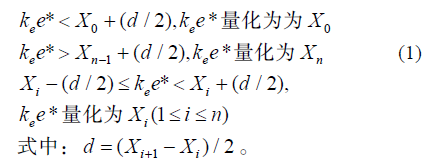
根據各論域所分的等級,結合尺度變換比例因子,將e*和ec*的實際變化範圍平均分為n檔,使每一檔和論域中一一對應,這樣對某時刻實測e*和ec*都可以轉換成E和EC論域中相對應的Xi和Yj。
3)用模糊工具箱中設計定量包裝係統中的模糊控製器,在離線的條件下可以通過計算得到∆Kp,∆Ki,∆Kd三個變量的模糊控製查詢表。根據Xi和Yj查模糊控製表,得出PID參數的修正量∆Kp,∆Ki,∆Kd。
4))經過反模糊化處理,計算出∆Kp*,∆Ki*,∆Kd*,與PID參數的原本設定參數相加。
5)進行PID計算,將控製變量傳送給PLC模擬量輸出模塊。
4.1.1輸入量的模糊化及程序的設計
將其中的變量E和EC和∆Kp,∆Ki,∆Kd的論域範圍劃分如下所示。
E:X={-3,-2,-1,0,1,2,3} 7檔
EC:Y={-3,-2,-1,0,1,2,3} 7檔
∆Kp:A={-3,-2,-1,0,1,2,3}7檔
∆Ki:B={-3,-2,-1,0,1,2,3}7檔
∆Kd:C={-3,-2,-1,0,1,2,3}7檔
將質量偏差e*和偏差變化率ec*的實際範圍,按照各自模糊變量的論域範圍分為7檔,並且將實際值與相對應的模糊論域值進行對應。以質量偏差e*進行舉例,描述模糊化采用的具體方法:
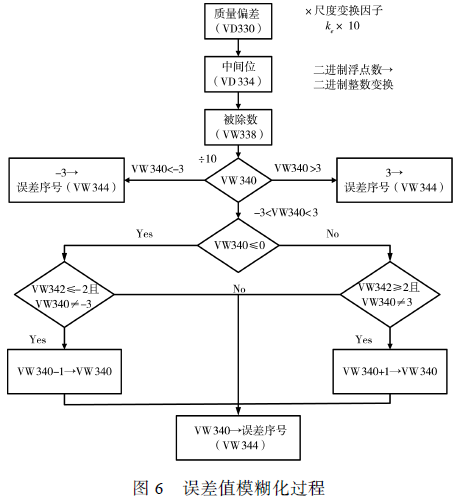
模糊化具體控製流程見圖6[10]。在編寫質量偏差模糊化程序過程中,控製程序中的這2個值很顯然是實數,那麽肯定是32位浮點數,所以存在V存儲器VD330中,將VD330中的數據和偏差量化因子ke相乘後得到的實數結果,應該處於偏差模糊變量的論域範圍之內。由於設計過程中論域都為整數,所以將得到的數值乘以10,經過以上計算得到的數值是浮點數,並且存儲在存儲器VD334中。將存儲在VD334中的實數值采用取整指令轉化為16位的整數,並且存儲在存儲器VW338中。采用DIV_I指令將VW338中的數值除以10,把商存儲在VW340中,餘數存儲在VW342中。經過上麵的一係列計算,通過餘數來判斷此時的整數值,將其歸到模糊論域上對應的論域值。以上所描述的是將質量偏差值進行了模糊化處理,並且將偏差模糊變量論域中的Xi存儲在VW344中。同理可以得到質量偏差變化率的量化結果Yj,存在於VW346。
4.1.2模糊控製表的PLC實現方法及其查詢
根據輸入量模糊量化以後,可以將誤差E和誤差變化EC分別量化為Xi和Yj,可以計算出∆Kp,∆Ki,
∆Kd,根據Xi和Yj不同的組合形式,最終可以得到模糊控製表。該過程是一個離線過程,將控製表存儲到PLC的V寄存器。
模糊控製表容量為7×7點,所以在程序的設計過程中使用的V寄存器為VB10—VB156,共147點。分別將模糊控製表中的各元素順序存於相應的寄存器中,∆Kp,∆Ki,∆Kd在V存儲器中地址分別為:VB10—VB58,VB59—VB107,VB108—VB156。
經過以上的計算過程,3個變量模糊控製表的7×7總共147點,將其存儲到VB10—VB156寄存器中。根據質量誤差E和誤差變化率EC模糊化的結果Xi和Yj,找到對應的寄存器。可以得出以下關係式:
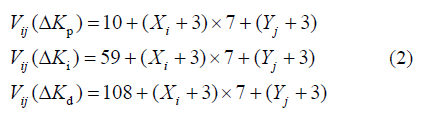
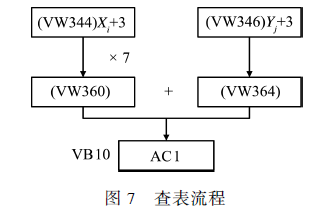
圖7為查表運算的流程。用PLC很容易實現式中變量的運算,將運算結果存入AC1中。在西門子200的PLC中使用指針的形式來進行尋址。使用&來建立指針,並且使用*來讀取指針。以查找∆Kp為例,在VD160建立指針,指針指向以VB10為首的地址,讀取在指針VD160所指向的首地址開始的一個字節。當AC1=0時,指向控製表的首地址為VB10。根據AC1中的不同數值,控製表的地址也隨之發生變化。通過傳送指令MOV將其中的數值傳送到VW180中,這樣就完成了在線查表的過程,結果存於VW180。具體程序如圖8所示。
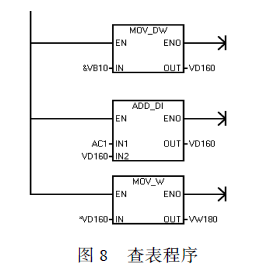
∆Ki,∆Kd亦是如此,分別存在寄存器VW182和VW184中。
4.1.3控製量的去模糊化及輸出
對模糊輸出量U*去模糊化,將Xi和Yj查表得到的模糊輸出量U*乘以變換比例因子ku,便可以得到精確量u*。完成運算之後,就返回到主程序中,得到實際的∆Kp,∆Ki,∆Kd,分別將3個參數存在VD192,VD196,VD200中,然後可以進行PID控製。
4.1.4參數可調整PID程序設計
采用PLC編程來實現參數可調整PID程序控製[11]。具體程序如下:
LD SM0.1//上電第一掃描周期SM0.1=ONMOVR 1.0,VD104 //設定的數值100%
MOVR 0.1,VD116 //采樣時間0.1s
MOVB 100,SMB34 //定時中斷0間隔為100ms
ATCHINT_0:INT0,10//允許中斷LD SM0.0
CALLSBR_1:SBR0//調子程序1CALLSBR_2:SBR1//調子程序2CALLSBR_3:SBR2//調子程序3MOVRVD304,VD100
/R 32000.0,VD100 //將數值存入Table表
PID VB100,0 //執行PID
MOVR VD108,AC0 /把輸出值送入累加器
AC0
*R 32000.0,AC0 //AC0為刻度值0~32000
ROUNDAC0,AC0//把實數轉換為32為整數DTIAC0,AC0//把32為整數轉為16為整數MOVWAC0,AQW0//送至D/A轉換器輸出
5監控係統設計
通過人機界麵,操作人員可以與PLC進行信息、數據等的處理與交流。同時人機界麵能夠更直觀地顯示整個係統的運行狀態,實時對運行狀態進行監控,當出現報警故障時,故障可能原因顯示在人機界麵上,對操作人員解決係統故障提供了很大的幫助[12—15]。人機界麵的組成見圖9。
PID的初始參數Kp,Ki,Kd分別取值為30.0,5.0,1.0,控製係統最終的用戶界麵如圖10所示。在圖10a可以通過按鈕切換來實現手動、自動功能。
在界麵中能夠顯示完成包裝的為53包,其中合格的包數為51包,不足包數為1包,過量包數為1包。在圖10b中可以實現包裝質量的實時曲線顯示,也可以通過左邊的表格實現質量的實時記錄,將需要的數據通過USB接口導入到存儲設備中。
6結語
設計了以S7-200PLC為控製核心、以觸摸屏TPC7062KS為操作屏的定量包裝控製係統。在分析傳統方法不足的基礎上,並且在現有包裝設備的基礎上加以改造,采用模糊PID控製算法進行閉環控製,從而提高了包裝精度。
本文源於網絡轉載,如有侵權,請聯係刪除
深圳市k8凯发版官网儀器有限公司是一家專門從事稱重儀表和全自動包裝碼垛生產線的研發及生產的高新技術企業,所生產的JY500係列稱重顯示控製器(包括配料秤儀表、皮帶秤儀表、包裝秤儀表、重量變送器等)高速高精度,使用壽命長。k8凯发版官网儀器有十數年的現場校驗經驗,在業內有良好的口碑,且有專門的售後工程師幫忙解決產品使用過程中遇到的技術問題,客戶可以放心省心順心的使用我司的產品。如果對我司的產品感興趣,歡迎谘詢。
- 上一篇:LZ-1礦山計數稱重顯示器的使用說明
- 下一篇:定量螺旋給料機的結構研究
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器