谘詢電話
ENGLISH0755-88840386高速小顆粒包裝機的設計與實驗
發布時間:2021-05-10 17:37:23 |來源:網絡轉載
包裝是各類食品、藥品等加工不可或缺的一道工序,它直接影響到產品的外觀繼而影響銷量。隨著市場競爭的日益激烈,消費者對產品包裝的要求也越來越高。隨著社會的發展,人們對商品包裝的要求也越來越多樣化,尤其是小顆粒產品的包裝,傳統的小顆粒包裝機已不能滿足目前的需求,目前我國自主生產的包裝機在市場的占比相對較小,且穩定性和可靠性等相對較差[1-3]。國內小顆粒包裝機大部分為單列式包裝機,包裝速度處於20~80袋/min,這已無法滿足市場的需求,亟需一種高速平穩、自動化水平更高的小顆粒包裝機[4-5]。在分析小顆粒物料包裝工藝要求的基礎上,提出了一種更高效的傳動係統用於小顆粒包裝機,並對其控製係統進行了設計。
1小顆粒包裝機結構設計
1.1包裝機整體結構
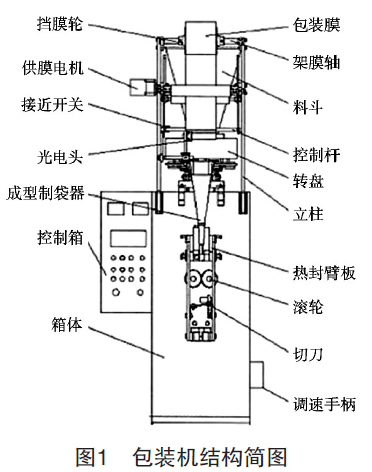
包裝機的基本結構如圖1所示。采用立式結構[6-8],它主要由供料裝置、供膜裝置、成型裝置、封切裝置及控製箱等組成。被包裝物料在自身重力的作用下自上而下流動,從料鬥首先進入計量裝置,經過計量好的物料會在重力作用下進入成型的包裝袋,然後經過封切裝置封切後,從包裝機底部輸出成品。
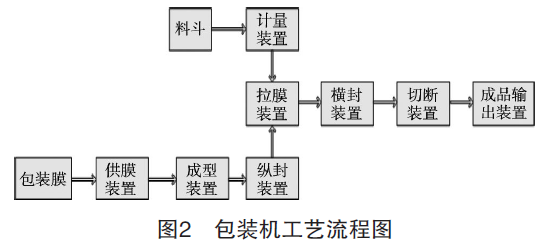
其工藝流程圖如圖2所示。包裝膜在供膜電機的作用下進入成型裝置,在成型製袋器的作用下形成筒狀,然後由縱封裝置對筒形包裝袋進行縱向封合,同時料鬥裏的被包裝物料經過計量裝置進入筒形包裝袋,最後經過拉膜裝置進入橫封裝置,經過橫向封合後切斷,形成包裝成品,最終由成品輸出裝置輸出。
1.2主傳動係統設計
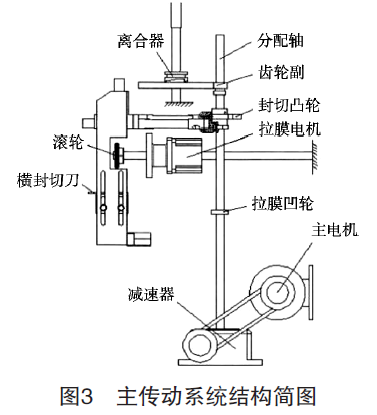
包裝機的主傳動係統結構如圖3所示。它主要由電機、分配軸、凸輪、離合器、切刀等組成。拉膜凸輪、縱封凸輪及齒輪副中的小齒輪通過鍵安裝在分配軸上,分配軸由主電機通過皮帶及減速器驅動,封切凸輪帶動實現橫封熱封板和橫封切刀的開合,從而實現橫封和橫切,齒輪副將動力傳遞給供料裝置,供膜凸輪將動力傳遞給供膜裝置,縱封電機驅動滾輪的轉動及加熱,實現包裝袋的縱封。
分配軸是包裝機的關鍵零部件,它關係到包裝機運行的穩定性,其不僅要滿足足夠的強度和剛度要求,也需要具有好的製造工藝性及便於安裝。安裝在分配軸上的凸輪齒輪等均與軸通過鍵連接,並通過軸肩、套筒、擋圈等保證其軸向位置。設計分配軸直徑為25mm,材料為45號鋼,表麵處理為調質,硬度28~32HRC。
主電機選擇JY7134三相電機,轉速為1400r/min,額定電壓為220V,功率為370W,額定轉矩為70N·m。根據包裝機50~100袋/min的生產能力要求,即分配軸的轉速為50~100r/min,所以減速比i=1400/(50~100)=14~28,即電機與分配軸之間應在14~28的減速比之間無級調節。
2控製係統設計
2.1硬件選型
小顆粒物料包裝機的控製係統須滿足的主要功能有:1)滿足設備基本的啟停功能,包括手動與自動的切換功能;2)需具有信號檢測功能,包括對物料質量、橫封與縱封溫度等的監測;3)需具有縱封和橫封的溫度調節功能,保證封口質量;4)能夠實時監控工作狀態,即具有人機交互界麵,並可以輸入控製參數。
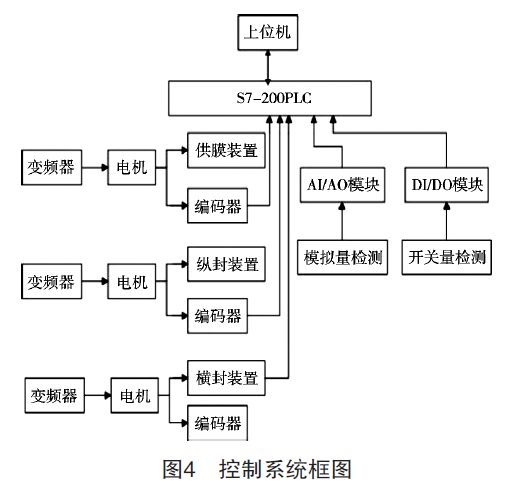
由於立式小顆粒包裝機具有較多的執行機構,且相互關聯,各執行機構依次有序工作,且多數機構不斷重複往複運動,所以對整個控製係統的要求比較高。可編程控製器(PLC)操作相對簡單且具有較高的可靠性,被廣泛應用於各種工業設備[11-13],西門子公司的PLC具有較高的可靠性和擴展性,且具有豐富的通信指令,支持點對點接口協議,不僅可以上接工控機,而且可以對自動控製係統進行控製。PLC一般通過PC/PPI電纜與上位機進行通信,PC/PPI電纜可以方便地實現從PLC的通信接口(RS485)到上位機的通信接口(RS232)的變換。實驗選用德國西門子的S7-200型PLC作為立式包裝機的核心控製組件[14]。包裝機的控製係統框圖如圖4所示。
選用S7-200型CPU226為PLC的主模塊,選擇EM235為擴展模塊,此模塊具有4個模擬輸入(AIW)口,1個模擬輸出(AQW)口,滿足包裝機工作需求,且其可以自動完成A/D的變換。
觸摸屏選用昆侖通態的液晶顯示屏,型號為TPC7062Ti,操作者可以通過觸摸屏實現與包裝機的人機交互,實時監測包裝機狀態,可以進行參數設定和修改,並裝有MCGS組態軟件[15]。
稱重傳感器選用日本MTO微型拉壓力稱重傳感器,型號為LRS-890g,稱重範圍為0~890g,具有過載保護、穩定性高等特點。
溫度傳感器選用MINCO鉑熱電阻,其運用模式靈敏,精度高,溫度測量範圍為0~200℃,用於縱封與橫封溫度的檢測。
2.2上位機界麵設計
MCGS(MonitorandControlGeneratedSystem)組態軟件是一種能夠快速構造和生成上位機監控係統的軟件係統,被常用於工業控製領域及實時監測方麵的計算機係統軟件,此係統軟件具有操作簡便、功能性強、可維護性強的特點,可快速方便地采集現場數據,並進行處理。利用MCGS組態軟件對顆粒包裝機的上位機界麵進行設計。
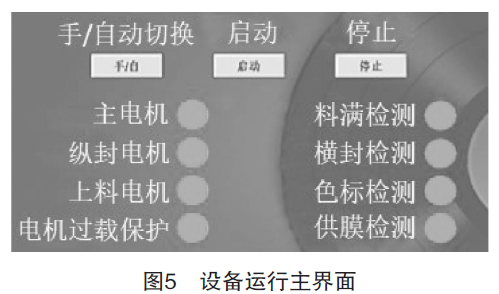
設備運行監控的主界麵如圖5所示。界麵上方為手/自動切換、啟動、停止3個按鈕,用於模式切換或啟停;下方為各部件的運行檢測,可以實時檢測各部分的運行狀態,運行正常時顯示燈為綠色,運行不正常或者檢測不到信號時,顯示燈為紅色。
生產檢測界麵如圖6所示。界麵上方為稱重質量、包裝速度、橫封溫度等主要工作參數的實時檢測,可以實時顯示包裝機的主要參數的數值。界麵下方為生產界麵、重量界麵、溫度界麵等的切換按鈕,觸摸後可以進入相應的設置界麵設置參數或檢控設備狀態,各個設置界麵可設置質量、封切溫度及包裝長度等參數,可以為不同包裝材料或不同包裝質量的產品設置相應的參數。

實驗結果
顆粒包裝機性能的主要評估指標包括對物料的計量精度、包裝質量以及包裝速度等,而包裝速度與包裝質量又相互矛盾,速度太快會導致包裝質量下降,要想提高質量必定會影響包裝速度。
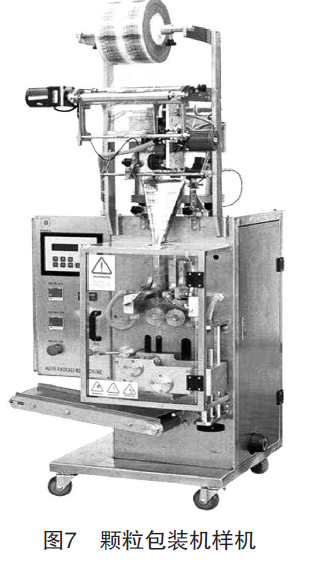
顆粒包裝機樣機如圖7所示。經實驗,包裝機包裝500g的袋裝食鹽,在90袋/min的包裝速度下,合格率能達到99.6%,計量精度能夠達到±0.2%,且性能穩定,滿足使用要求。
4.結論
根據小顆粒物料包裝的工藝要求,設計了一種高效的傳動係統用於小顆粒包裝機,介紹了其基本結構及工作流程,運用PLC為其主控模塊,並對其控製係統進行了設計,運用MCGS組態軟件對包裝機的上位機界麵做了設計。製作樣機並實驗得到,此包裝機能夠達到90袋/min的包裝速度,合格率能達到99.6%,且操作方便,證明了此包裝機能夠滿足高效高自動化的要求,滿足設計要求。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器