谘詢電話
ENGLISH0755-88840386氧化鋁粉定量包裝機的改進
發布時間:2021-06-10 14:24:13 |來源:網絡轉載
營口港接卸氧化鋁粉(以下簡稱鋁粉)已有多年。鋁粉抵港卸船後,首先要灌包裝袋(包裝),貨主對每袋鋁粉的質量及其誤差都有嚴格的要求,國家對袋裝散貨的重量誤差也有相應的標準規定,每袋鋁粉重量誤差的大小直接關係到包裝的質量,因此在進行灌包裝袋的同時還要進行重量計量(定量)。過去營口港使用的鋁粉包裝機均為稱重型,即在灌包操作平台的下麵放置一台電子秤,電子秤將稱重的結果輸入計算機,並由計算機控製鋁粉岀料口的開閉裝置。當裝袋鋁粉的重垃接近要求時,出料口逐漸關閉,K8凯发登录入口減小,當重埴達到要求時岀料口全部關閉。
經使用發現,這種設計方案有一定的弊端:其一結構複雜,調試、維修困難。該方案的定量係統的每一部件或元件的技術性能、工作狀態以及它們之間的相互配合都將影響包裝機動作和稱重的準確性,因此調試十分困難,而且電子元件、氣動元件的故障頻率較高,當岀現故障時,找尋和維修都很困難。特別是冬季,電、氣動控製裝置的氣動回路經常冷凝結冰造成堵塞,而一旦堵塞,出料口就無法控製造成整機停產,可又難於烘烤輸通。其二由於灌包裝袋時操作者站在電子秤的操作平台上,操作者的重量和操作狀態會嚴重影響稱重的準確性,而且由於鋁粉的流動性很好,出料口的開閉裝置密封困難,稍有泄露,就會影響灌包裝袋的精度。其三速度較慢,在計最過程中需逐漸關門以控製和改變K8凯发登录入口,這也影響了包裝速度和效率。其四造價較高。
針對該包裝機的上述弱點,經反複研究試驗,我們設計製造了一種新型的鋁粉包裝機。該包裝機根據鋁粉顆粒均勻,流動性較好,不易結塊、在相同的工作條件下其單位體積的容重變化不大可以忽略這一特點,采用容積計量方式,即利用懸掛於主料倉下麵的具有準確容積的計量料鬥來進行計量,這就無需使用電子秤、計算機及出料口電、氣動控製裝置,使結構簡單、調整和維修方便,同時也降低了製造成本。該包裝機的定量係統由計量料鬥,進出料口關閉和控製裝置以及計覺完成顯示裝置等三部分組成(如圖1)。
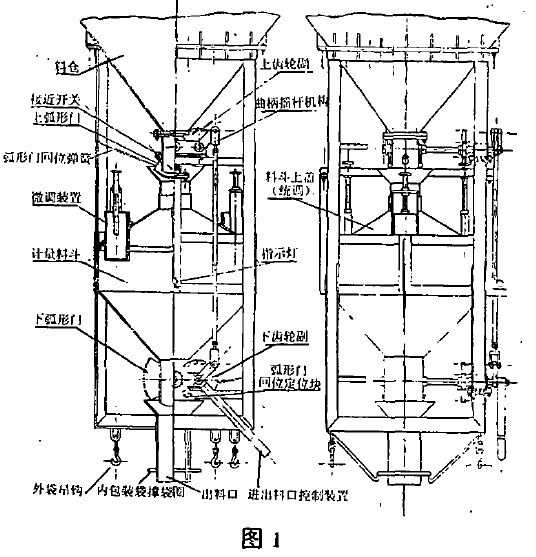
計量料鬥是計量的關鍵,其容積要等於要求的鋁粉重量所轉換岀的體積,並可做相應的調整。料鬥的上蓋用絲杠聯接於料鬥支架上,旋轉絲杠,料鬥上蓋可做上下移動,使鬥容増大或減小,以便於料鬥做較大容積的調整(統調)。在料鬥的上蓋上僚出二圓孔,放置2個小型圓筒,用絲杠固定於上蓋支架上,旋轉此絲杠,二圓筒上下移動,也可微量增加或減少計量鬥的鬥容空間,起到微量調整的作用(微調)。包裝機的進出料口的開閉裝置采用弧形門結構,根據鋁粉的堆存安息角來設計弧形門四周的高度及底部的曲率半徑,既便於施力使弧形門旋轉開閉,也可保證弧形門轉動封閉料口時料口無泄露。進岀料口的開閉控製裝置采用曲柄搖杆機構和兩對齒輪副配合,兩對齒輪,大齒輪為主動輪,有空齒,小齒輪為從動輪並固聯於弧形門軸上。考慮適宜於操作,推動手柄的轉角以45。角為宜,故大小齒輪的齒數比為4:1。假如上孤形門(進料口)打開時,下弧形門關閉,此時向計量料鬥進料,計量料鬥裝滿,顯示器動作,操作者推動手柄(向右),這時下齒大齒輪處於空齒狀態,手柄轉動,下弧形門錚止而上弧形門轉動趨於關閉,當上弧形門轉到關閉位置時,上齒大齒輪正好進入空齒狀態,而下齒大齒輪處於滿齒齧合狀態,計量料鬥停止進料,繼續轉動手柄則上弧形門靜止而下弧形門打開,此時開始灌包裝袋,當灌裝結束時,向回拉動手柄,則各齒輪反向轉動,下齒火齒輪仍處於滿齒齧合狀態,上齒大齒輪仍處於空齒狀態,轉動手柄則下弧形門旋轉關閉而上弧形門靜止不動,下弧形門轉動到關閉位置時,下齒大齒輪再次進入空齒狀態,上齒大齒輪進入滿齒齧合,繼續轉動手柄,則下弧形門靜止而上弧形門打開重新回到進料狀態。在兩個門的交替開閉過程中,隻有一個門完全關閉後另一個門才會開始開啟的動作,這就保證了計量料鬥無泄露和包裝的精度。
為避免由於料倉供料不足,使計量料鬥未填滿而影響計量的準確性,本計量係統設置了計量完成顯示裝置,在計量料鬥供料口的弧形門上方的管口上裝有電容式接近開關,計量料鬥未填滿時鋁粉下落不會進入裝有接近開關的容器管內,接近開關處於斷開狀態,當計量料鬥填滿計量過程結朿時,裝有接近開關的容器管內會填充進一些鋁粉,此時接近開關的控製回路閉合,顯示器動作,指示燈亮,告訴操作者計量過程已經完成,可以灌包裝袋。綜上所述,*包裝機的計量控製裝置是一個獨立的係統,隻要調整正確,並按規定的操作程序操作,就可以保證定蛍包裝的精度。
我們設計製造的這種容積計量型鋁粉包裝機定量控製裝置的額定值為1噸,調整範圍為額定值的±13%(這也為以後接卸其它類似貨種做準備)。微調刻度間距為10毫米,每一刻度可調整0.3公斤,為允許誤差1/10(部頒袋裝散貨的重量誤差標準為士3%。)。本包裝機經3船近10萬噸鋁粉的試包裝作業,在車輛配備不齊,操作者操作不夠熟練,且斷續作業的情況下3台包裝機平均每晝夜灌裝9000多噸,比同類型原稱重型包裝機提高工效2倍以上,所創經濟效益相當可觀,而且操作簡單,調整方便,故障率極低。經現場檢測,每袋鋁粉的重量誤差均在3公斤以內,完全滿足部頒標準誤差小於士3%。的要求。另外這種包裝機的造價也很低,僅為同類型原稱重型包裝機的1/2。
這裏需要說明的是:考慮物料的流速、安息角,為防止物料滯流或倒不淨現象的發生,計量料鬥的鬥體傾角應取得大一些,以大於或等於50。為宜;進出料口開閉門控製裝置中的大齒輪由於有空齒,其重合係數降低,強度受到影響,設計時應予考慮。同時由於該齒輪僅用幾個固定齒,所以可將該齒輪設計成扇形齒。另外,為保證弧形門轉動回位時位置準確,避免卡齒,應設置弧形門定位裝置和夏位彈簧,以保證弧形門準確定位。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器