谘詢電話
ENGLISH0755-88840386基於PLC的自動加料機控製係統
發布時間:2021-06-15 14:56:56 |來源:網絡轉載
近年來,在玻璃全電熔技術中,人工加料方式逐漸被自動加料係統取代。自動加料係統具有操作簡單、加料均勻、自動化程度高等優點,因此,一些有實力采用全電熔的玻璃生產廠家已經開始使用自動加料設備。我公司自主研發了一整套專供方形電熔爐的自動加料設備,這套自動加料機采用的是PLC程序控製係統。
1 工藝要求
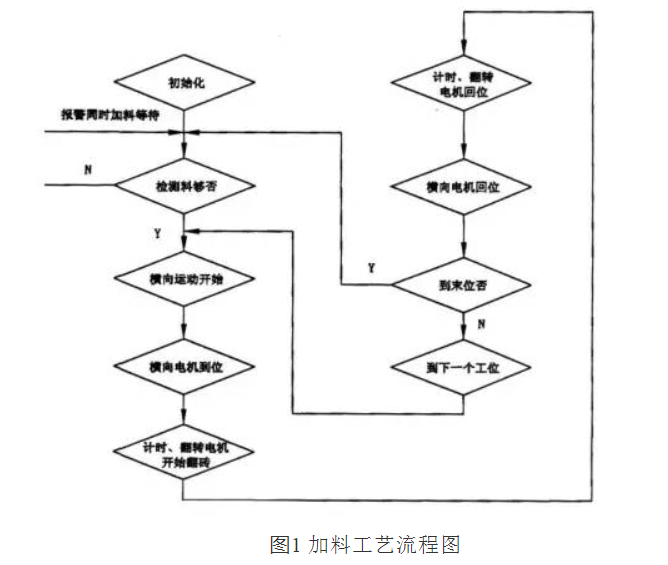
自動加料機的機械係統共設計了3台電機,分別實現橫向運動、翻轉運動和縱向運動。橫向運動實現向爐內加料,翻轉運動實現倒料,縱向運動實現工位的移動。此係統共設了10個工位,其運行的全過程是:在初始點,係統首先檢測料倉內料的多少,同時檢測爐內料液麵的高低,當料倉內料夠而料液麵低時,加料機開始啟動,橫向運動開始,同時加料電機開始振料,電機至橫向運動終點,翻轉電機開始翻轉(1周),回原位後,橫向回退電機回退至原位,檢測爐內料液麵的高低,若高,則係統回歸至原點,若低,縱向電機向前移動1個工位,再循環一次橫向向爐內送料的運動,也就是說,縱向電機每向前移動1個工位,都要重複一次向爐中送料的運動,直至重複完最後一個工位的送料運動後,縱向電機直接回到起始位置,檢測料倉內料夠否,檢測料液麵的高低,然後再重複下一個加料周期。根據加料係統的工藝要求,繪製工藝流程見圖1。
2 I/O端口的確定
2.1 I/O端口的分配
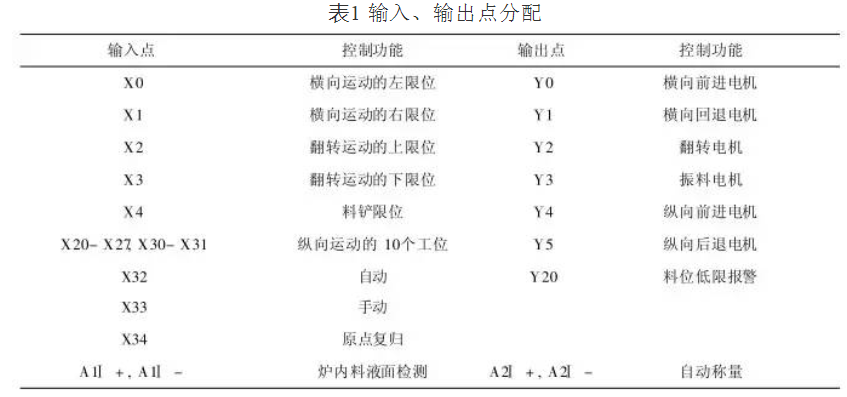
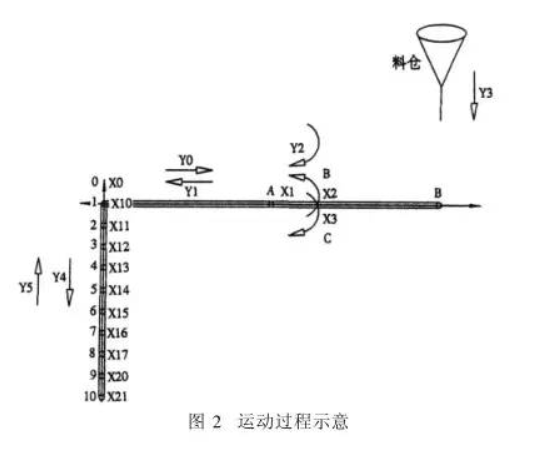
整個運動過程可分解為兩個方向的運動:橫向運動和縱向運動,橫向運動中包括翻轉運動。在縱向運動過程中,每到達一個工位,就要重複一次橫向運動,直至最後一個工位,橫向回退至原點後,一次加料的過程就結束了。更詳細的情況請參考輸入、輸出點分配表(表1)和運動過程示意圖(圖2)。
2.2 控製過程
2.2.1 橫向運動。橫向給進電機Y0自原點即左限X0出發,與此同時加料機開始給料鬥加料,至右限X1處停止,此時加料機也停止給料鬥加料,停頓3s,翻轉電機Y2開始翻轉,自上限X2翻轉180b至下限X3處,停頓3s後,按原方向再翻轉180b回歸原位即上限X2處,翻轉動作結束,橫向電機自右限即X1點回退至左限X0點,此時一個環節的橫向運動結束。
2.2.2 縱向運動。縱向運動共設計了10個工位,縱向運動的過程是:橫向運動結束後,縱橫向進給電機一個信號,縱向運動開始自上限X10處向下一個工位運動,即X11處,當到達X11點後,縱向運動暫停,開始一個橫向運動的循環,橫向運動過程如上所述。當橫向運動的一個循環結束後,縱向進給至第3個工位,即X12處,再重複縱向運動,再縱向進給,直至第10個工位X23處,當再一次的橫向循環結束後,縱向回退至上限X10處。此時,一個縱向循環就結束了。
2.2.3 爐內料液麵檢測係統。啟動加料係統最基本的一個條件就是爐內料液麵降低了。為了把爐內料液麵的高低和加料係統聯係起來,我們在爐內的上升道處加裝了一個液麵檢測儀,把液麵檢測儀輸出的電信號送到PLC中。當係統在每個工位[包括初始位置0(X0,X10)]時,液麵檢測儀把它檢測到的4~20mA模擬信號送入PLC主機A2Ñ+、A2Ñ-點,PLC經過判斷後,指令係統的運動狀態。
2.2.4 自動稱量係統。程序中設計自動稱量環節。自動稱量係統由料倉、振料機、測重傳感器、信號放大器等組成,信號放大器輸出一個0~20mA模擬信號給PLC主機A1Ñ+、A1Ñ-,並通過程序編寫實現自動稱量功能。
(1)料倉料位檢測:當係統在起始點0即(X0,X10)點時,程序都要檢測料倉內料的多少,當倉內料位正常而爐內料液麵偏低時,係統開始或繼續運行,當倉內料位低於下限時,係統報警且在此點等待加料,當工作人員及時給料倉加滿料後,係統開始運行,周而複始。
(2)下料檢測:料倉下口裝有振料機,當橫向給進電機Y0自原點即左限X0出發,與此同時振料機開始振料,具體要下多少料,程序內有設定,程序通過稱量和計算來決定振料機何時停止振料,下料檢測環節就完成了。
3 程序結構及功能
3.1 程序結構及軟件支持
以縱向運動為主,橫向運動為輔,即以縱向運動來編製主程序,而把橫向運動編製成為子程序,當縱向運動每到達一個工位,呼叫一次橫向運動子程序。
考慮到實際應用中係統的可靠性和維護的便利性以及成本的要求,控製部分采用台達DVP-ES/EX/SS係列的PLC構建控製平台。根據此係統的輸入輸出點的多少,選擇DVP20EX00R2主機(8點數字輸入,6點數字輸出,4點模擬輸入,2點模擬輸出)1台,DVP24XO11R擴展模塊(16點數字輸入,8點數字輸出)1台。編程軟件采用北京理不凡科技有限公司提供的DVP-PLC視窗版程序編程軟件5WPLSOFT-2.086。
3.2 功能和保護
該自動加料機控製係統具有以下功能:
(1)可實現手動、自動操作功能。
(2)原點複歸功能。
(3)停電保持功能。
(4)虧料報警功能。
(5)爐內料液麵檢測功能。
為保證控製係統自動正常工作,係統還配備了如下保護裝置:
(1)外圍行程開關,防止邊界接近開關損壞時設備越位。
(2)料鏟限位行程開關,防止自動振料機振料時會超時,導致部分配合料被加到料鏟的外麵。
(3)料倉料位報警,防止料倉虧料時無人知道。
(4)電機速度的改變可通過變頻器來實現,每個電機各配一個變頻器。
(5)料倉料位通過測重傳感器來檢測。
綜上所述,要實現加料機的自動控製要求,單靠PLC程序控製是不夠的,還需要一些必要的外圍電路做輔助來共同完成,因此,在一定程度上,優化設計或做一些合理的調整是必要的。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:自動配料監控係統
- 下一篇:可編程稱重控製器(PWC)在混凝土攪拌站中的應用
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器