谘詢電話
ENGLISH0755-88840386基於 PLC 和工控機的間歇強製式瀝青混凝土攪拌站控製係統設計
發布時間:2021-06-17 15:43:27 |來源:網絡轉載
瀝青混合料攪拌設備是生產拌製各種瀝青混合料的機械設備,適用於公路、 城市道路、 機場、 碼頭、停車場、 貨場等工程部門。在瀝青路麵機械化施工機械配套中起主導性作用,它是目前機電液一體化技術比較密集的機械設備, 大型瀝青混凝土攪拌站一般都采用強製攪拌的方式,以保證瀝青混合料的攪拌質量。
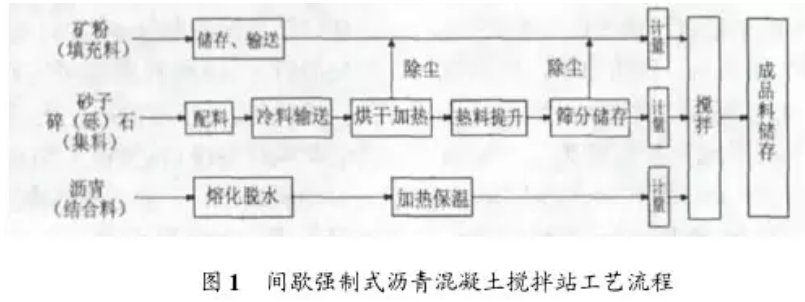
間歇式瀝青混凝土攪拌站生產工藝為:不同粒徑規格的砂、 石料經冷骨料儲存倉配料裝置初配後,由冷骨料輸送皮帶送至幹燥滾筒烘幹、 加熱, 一般以柴油、 重油或者渣油作為燃料, 采用逆流加熱的方式;礦料被烘幹、 加熱至 140 ~ 200℃ 後從傾斜的滾筒後部排出, 由熱骨料提升機送入篩分裝置進行篩分;篩分好的各種砂、 石料分別儲存在熱骨料儲料倉的隔倉內,然後按預先設定的配比進入熱礦料稱量鬥內累計稱重計量。與此同時, 儲存在專用筒倉裏的礦粉由螺旋輸送機輸送至礦粉稱量鬥內稱重計量。此外,儲存在保溫罐內的熱瀝青(170 ~180℃)由瀝青輸送泵經帶保溫的瀝青管道, 泵送至瀝青稱量桶內稱重計量。各種材料按配合比分別計量後,通過預先設定的程序先後投入到拌和器內進行強製攪拌,攪拌均勻後, 或直接卸入運輸車輛中, 或送至成品料儲存倉內暫時儲存。礦料在烘幹、 篩分、拌和等生產過程中產生的燃燒廢氣、 水蒸氣以及灰塵,通過除塵裝置淨化處理後排入大氣。間歇式拌和設備采用電網電力或大型柴油發電機組驅動, 生產過程可以人工操作, 也可以自動控製, 其工藝流程如圖 1所示。
影響瀝青混合料質量和生產效率的因素眾多,就從攪拌設備本身出發, 主要因素有骨料初配、 骨料精配和連續運輸設備之間的邏輯連鎖關係、烘幹機燃燒器的加熱溫度等等, 而這些眾多的因素操作人員無法逐一精確控製,為保證瀝青混凝土攪拌站的安全、 高效、優質生產, 對瀝青混凝土攪拌站實行自動控製是非常必要的。
根據瀝青混合料攪拌站工藝控製的要求,采用工控機作為上位機, 以S7 -200 型 PLC 作為下位機,提出一種 PLC 和工控機相結合, 並采用組態軟件作為上位機監控係統的瀝青攪拌站控製係統設計方案。
1 控製係統的功能和要求
本控製係統采用先進的工控機和 PLC 相結合的控製技術。主要特點為采用帶有監控軟件的工控機作為上位機監控係統,采用 PLC 作為下位機, 按照工藝參數與工藝流程要求對各種配料的稱重計量、輸送、 攪拌、 加熱保溫的各種泵、 攪拌驅動電機、電磁閥等開關量信號和溫度、壓力等模擬量信號進行監測控製, 實現冷骨料供料係統的自動調節控製,烘幹筒加熱溫度的檢測與控製,各種骨料、 瀝青、 粉料的配料計量、 攪拌時間的控製, 成品料提升儲存,瀝青溫度、 熱料儲倉溫度檢測及生產過程中有關數據處理與打印等任務,能夠紀錄完整的生產工藝數據, 工控機屏幕上顯示工藝流程中各閥門、電機的運行狀況, 如果發生各種溫度超限、 閥門故障、 料位超限等故障時, 控製係統能進行聲光報警。當現場出現故障或要對工藝流程進行人工操作時, 由於係統設有 “自動” 與 “手動” 轉換功能, 可將開關轉換至手動狀態, 對各種執行機械進行手動操作, 這樣技術人員可以重新設定新的參數,操作人員在現場處理緊急問題, 從而達到了理想的效果。這種控製方式使設備的配料比精度和生產率有了較大的提高,大大減輕了操作人員的工作強度, 是國內間歇強製式瀝青攪拌站生產控製發展的主流方向。
2 控製係統總體方案設計
工控機 + PLC 的體係結構, 該體係結構的控製係統采用國際上先進的高性能S7 - 200 型PLC 為主控設備, 並且選用台灣研華 IPC -610 係列工業控製計算機, 監控軟件使用北京亞控科技發展有限公司開發的組態王 6. 5 軟件, 其優點是不需要很複雜的編程就可以實現實時監控, “組態王” 提供給用戶豐富方便的作圖工具, 提供了大量常用的工業設備圖符和儀表圖符,大大方便了用戶開發工程界麵, 而且操作人員可以生成自己的圖庫元素,它還提供了實時和曆史趨勢曲線與報警窗口等。控製係統的信號采集使用 PLC擴展的 AD 模塊, 抗幹擾能力強、 性能非常穩定。以可編程控製器為主控設備的控製係統, 配料秤輸出點可任意擴展,實現二次補償, 以確保配比精確可靠, 計量精度高;可編程控製器的采用保證了係統功能強大,可靠性高, 控製精度高;體係結構采用模塊式, 各控製單元由統一的標準模塊組成, 可編程控製器的采用,保證了數據輸入輸出處理精確、 可靠。瀝青攪拌設備的監控係統已經從原來的編程軟件開發到現在的組態軟件開發,原監控軟件主要有 4 個功能:生產數據顯示、配方修改、 生產數據采集和報表打印。原監控係統是用編程軟件開發的,主要缺點是無法動態監控設備的運行狀態且生產數據采集是生成文本文件, 而不是存入數據庫文件, 不利於數據共享。經過分析,組態軟件的突出優點有:不需要複雜編程就可以實現實時動態監控、 數據采集和保存、報表打印、 報警、 通信等各種功能, 通用性好, 通過驅動程序可適應 PLC、 智能儀表、 板卡、 變頻器、 現場總線等多種應用場合;容易實現采集數據到數據庫的存貯與處理, 方便數據共享。
2.1 PLC 控製係統硬件選擇與控製程序流程設計
間歇式瀝青混凝土攪拌站是一個結構複雜的成套機、電、 氣(液)一體化設備, 整個攪拌站有電磁閥30 餘個, 各種電機 30 台左右;此外, 還要保證烘幹機燃燒器的安全燃燒並控製熱骨料溫度;同時還要按照一定的配比對骨料、 粉料、 液態瀝青進行計量並按照確定的次序先後送入到攪拌筒進行攪拌,最後將成品料由自卸汽車運走或者暫時儲存在成品料箱。根據以上情況分析, 我們將整個控製係統劃分成 3 個子係統來完成, 由 3 個 PLC 對其控製, 分別是骨料運輸係統 PLC1、 燃燒及溫度控製係統 PLC2和計量攪拌及成品料運輸係統PLC3。
為完成骨料的運輸係統任務, PLC1 有 32 個輸入信號, 11 個輸出信號;PLC2 有 9 路開關量輸出, 6路開關量輸入;PLC3 有 6 路開關量輸入, 6 路開關量輸出, 至少 3 路的模擬量的輸入。應選用PLC 中的小型機。S7 -200 係列是公司小型可編程序控製器,可以單機運行, 由於它具有多種功能模塊和人機界麵(HMI)可供選擇, 所以係統的集成非常方便,並且可以很容易地組成 PLC 網絡。同時它具有功能齊全的編程和工業控製組態軟件, 使得在完成控製係統的設計時更加簡單,幾乎可以完成任何功能的控製任務, 同時具有可靠性高,運行速度快的特點, 繼承和發揮了它在大、 中型 PLC 領域的技術優勢, 有豐富的指令集, 具有強大的多種集成功能和實時特性, 其性能價格比高,所以, 在規模不太大的領域是較為理想的控製設備,本次設計采用S7 -200CPU226CN。
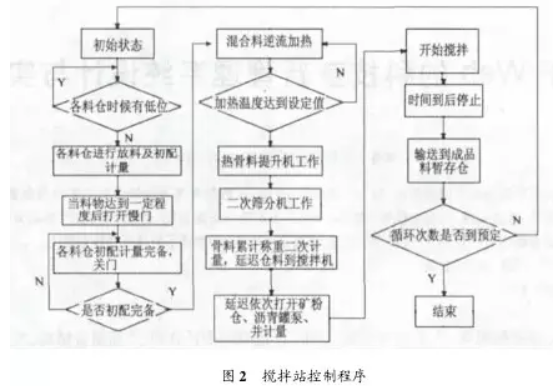
根據係統設計的要求編寫軟件規格說明書,然後再用相應的編程語言(常用梯形圖)進行程序設計, PLC 程序采用STEP7 編程軟件編寫, 程序設計采用模塊化、 功能化結構, 便於維護和擴展。程序框圖如圖 2 所示。
2.2 監控係統硬件選擇與係統設計
考慮到係統數據計算量很大,而且是實時控製係統, 現場各種各樣的幹擾比較多,故係統采用了台灣研華 IPC -610 係列工業控製計算機。計算機基本配置為:
Intel Core2 Duo2800MHz 主頻, 內存 2G DDR3,硬盤 500GSATA, 3MB 二級緩存, 1066MHz FSB 總線,45 納米工藝, 65W 功耗, 雙核心雙線程, 內核電壓0.85 ~1.3625V,工作溫度74.1℃, 19 寸彩色顯示器。
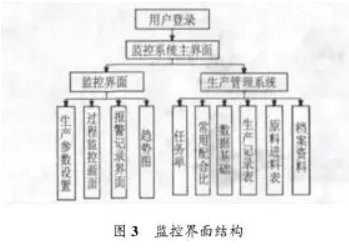
上位機監控係統用“組態王”, 包括模擬運行、參數設置、 打印報表、 報警等部分的設計 , “組態王”作為上位機監控係統的主要作用是通過組態軟件與PLC 之間用人機接口卡又稱高速通訊卡進行實時通訊, 通過對 PLC 的通信完成現場數據的監測與控製, 保證瀝青混合料生產過程的正常運行。操作人員可以通過上位機向 PLC 發出各種控製命令, 同時還可將現場的各種數據通過 PLC 傳送給上位機, 在上位機界麵上用圖形顯示出來,實現對生產過程的實時監控。根據現場條件和控製要求, 對軟件功能做了如下劃分,如圖 3 所示。
3 結束語
大型的間歇強製式瀝青混凝土攪拌站是一個複雜的設備,尤其在高速公路、 一級公路中對瀝青混合料質量的要求更加嚴格,因此對控製係統控製精度的要求就更高, 如:骨料運輸係統的控製、 燃燒溫度的控製、 計量攪拌控製。就此研究了一種基於 PLC和工控機的間歇強製式瀝青混合料控製係統, 實踐證明, 能夠按照生產工藝要求完成各種順序控製、稱量控製等任務,在實際應用中取得了很好的效果,提高了瀝青混凝土的質量和產量。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:新型混凝土配料係統在攪拌站上的應用
- 下一篇:飼料廠自動配料係統的設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器