谘詢電話
ENGLISH0755-88840386水泥粉磨站自動控製係統的設計與實踐
發布時間:2021-06-28 16:19:59 |來源:網絡轉載
1前言
水泥粉磨生產過程是水泥生產的一個重要環節但在該環節上應用自動化技術往往未能引起生產廠家的足夠重視 認為隻要有好的熟料和一般的配料手段就可以了其實不然。該生產過程的現場環境條件比較惡劣工人操作勞動強度大且配料控製和磨機負荷控製直接影響產品的產質量用人工或一般控製手段是難以達到要求的。為改善工人的勞動環境提高產量質量降低能耗提高勞動生產率和經濟效益很有必要實現生產過程的自動化同時也能實現生產控製與管理的現代化。
2.係統設計方案
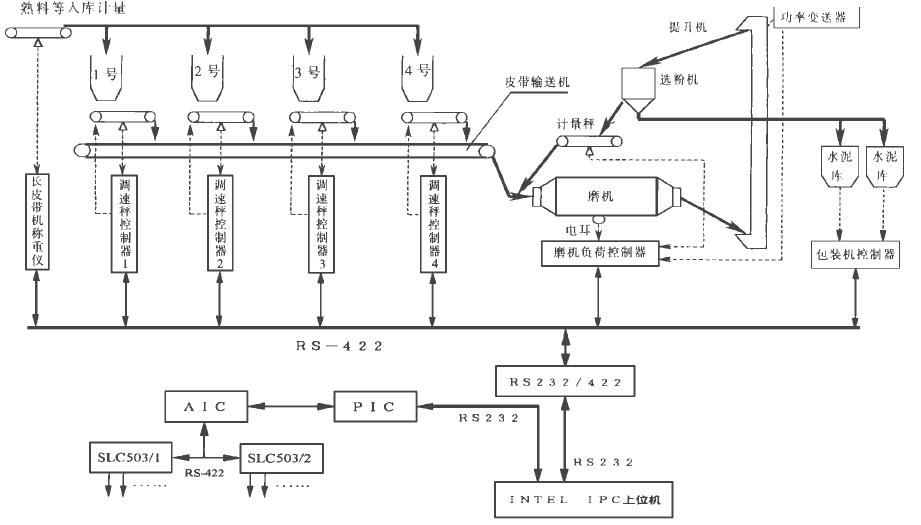
水泥粉磨站生產工藝過程為熟料進廠到水泥包裝出廠。從控製角度上可分為水泥粉磨及水泥入庫、水泥出庫及水泥包裝兩大部分。自動控製係統從功能上可分為機電設備的順序控製、生產過程控製和整個生產過程的監控管理。在本控製係統中采用2台SLC503來實現設備的順序控製其中一台控製熟料等入庫至水泥入庫間所有設備的啟停另一台控製水泥出庫到包裝係統中的設備啟停;用一台長皮帶機稱重儀對熟料入庫進行計量;4台調速秤控製器對4台調速皮帶秤進行稱重控製實現各物料按所需比例進行熟料配料以滿足高質量水泥生產的需要;用一台磨機負荷控製器通過對磨音、 提升機功率及粗粉回粉K8凯发登录入口的監測實現對磨機負荷自動控製以達到實現磨機的高產低耗穩定磨機生產、均衡磨機工況、防止飽磨和空磨、提高出磨成品的細度合格率的目的;用一台包裝機控製器控製包裝機的準確計量和包裝以保證水泥袋裝合格率。采用一台工控機作為上位機上位機通過兩個串行口與上述順序控製設備和過程控製設備構成了整個自動控製係統(詳見粉磨站控製係統原理框圖)。上位機完成以下功能:
(1)在 CRT 上顯示整個生產過程的流程及各設備運行狀況。
(2)對SLC503可編程序控製器實施監控通過 SLC503控製生產線上設備啟停以及主要工藝參數檢測。
(3)對長皮帶機稱重儀實施監控。
(4)對包裝機控製器實施監控。
(5)對由磨機負荷控製器調速秤稱重控製器組成的配料係統實施監控。
上位機與各控製器之間通過 RS -422異步串口進行通信采用星形主從拓撲加總線型結構它的優點是配置簡單 便於調試和擴展且各自保持彼此的獨立性不會因其中一台出故障而造成整個係統癱瘓。
3.硬件結構
上位機利用係統中配有的異步通信適配器和兩個 RS - 232串行接口其中一個串行口通過 AB 公司PIC(通信接口轉換器) 轉換成RS -485再通過 AB 公司的AIC(通信接口隔離器)與兩台 SLC503相聯結采用 DH-485通信協議;另一個串行口通過我們自行設計的 RS -232/485卡轉換成 RS -485信號與長皮帶機稱重儀、包裝機控製器、調速秤控製器、磨機負荷控製器相聯通信協議符合 AB 公司F ull DF1協議使與PLC 的通信相一致。各種控製器都是由我們采用8031單片機設計開發都裝有 RS -485異步通信接口從上位機、P LC 到單片機控製器我們均使用工業級產品保證該係統在惡劣環境下正常工作實現生產線的無人值守。
SLC503是美國 AB 公司的小型PLC支持DH-485協議和F ull DF1協議能工作於惡劣的工業現場可靠性極高抗幹擾性能強有較好的價格性能比同時有各種各樣的模塊能靈活地配置成所需要的係統其輸入接口能直接接收現場信號其輸出能直接驅動執行機構通過上位機的APS 軟件直接對其編程組態。S LC503最多可配置960個 I/O 點平均無故障時間大於10萬小時。
4.係統軟件設計
4.1I ntouch 組態軟件
上位機以 Window s95操作係統為基礎使用 Intouch 工控組態軟件I ntouch 作為一個實時的人機界麵實用程序的程序生成器可以產生在管理級別上的監控和數據采集程序可依靠菜單驅動在 Window s95的多任務環境下運行。在 I n- touch 中主要由兩大部分組成:(1)Window Maker 它是一個應用開發環境用於建立窗口的圖形顯示並定義與工業控製器、I/O 係統和其它窗口應用程序的連接。(2)Window View- er 它是一個實時運行環境用於顯示由 Window Maker 建立的圖形窗口實時監控係統運行。
4.2S LC503控製軟件
SLC503控製軟件使用 APS 編程軟件編製APS 軟件應用環境為386以上 IBM 兼容機程序的編製使用模塊化結構分為手動程序、自動程序、主控程序、故障診斷保護程序使用梯形圖編程語言。
4.3DDE 服務器及通信程序設計
由於Intouch 軟件為組態軟件所以我們利用 Intouch 的DDE 動態數據交換功能與SLC503和單片機控製器進行數據交換DDE 服務器程序利用Borland C ++ 5.0的 DDEML .H 庫功能函數設計由於在 Window s95中使用硬件中斷容易引起意想不到的故障我們把通信設計成一個事件對象利用 Window95中特有的線程這一概念把通信設計成線程函數不斷地查詢有無數據接收到。
具體設計如下:在 Window s95中我們可以在收到 W M- CREAT E 消息時用CreatFile() 打開串行口用 CreteEvent()建立事件對象並建立通信監視線程等一次性工作。通信監視線程主要用 Wait Comm Event()函數等待輸入事件並在輸入事件發生時向主程序發送一個自定義 W M-COM MN O- T IF Y 消息主程序響應這一消息在處理函數中用 ReadFile
()從串行口中讀出輸入字符在讀操作完成後把事件對象設置成有信號。
這樣通過通信函數就可以與SLC503和單片機控製器交換數據與信息並通過 DDE 動態數據交換技術與Intouch 組態軟件交換數據與信息實現整個係統的相互連接使整個係 統協調運行並在上位機上能監控整條生產線的實際運行狀況實現生產線的全自動化。
5.後語
本控製係統結構簡單可靠功能較強自動化程度較高 性能價格比優越采用了目前較為先進的工控技術及產品 PLC 和單片機及 IPC 技術各自的優勢在本係統得到了充分的體現使係統能較好的適應實際過程的各個環節。目前已應用在粉磨站出口項目的實際設計中。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:電子皮帶秤實物校驗裝置的自檢方法
- 下一篇:智能型炭黑稱重儀
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器