谘詢電話
ENGLISH0755-88840386粉狀物料包裝機及其上料倉設計
發布時間:2021-08-05 15:38:12 |來源:網絡轉載
通常粉狀物料的包裝存在包裝體積大,環境汙染嚴重,以及運輸效率低[1]等問題。目前,多數生產廠家分別使用定量包裝機和真空包裝機輔以人工來實現粉狀物料的包裝。其中,定量包裝機可以實現對粉狀物料的定量稱重和灌裝作業,它的核心技術是稱重控製係統的高精度實現和高效率加料包裝,而真空包裝機可以實現對已稱重粉狀物料的抽真空和封口作業,它的核心技術是如何高效對已稱重粉狀物料進行抽真空和封口處理;因此,結合兩者功能,研發一種粉狀物料包裝機,使其具備使用成本低、包裝速度快、計量精度高和操作使用方便等特點,對國內包裝機械行業將具有重大意義。對於粉狀物料包裝機的設計,其核心技術主要體現在多功能真空上料倉的研究與設計上。
粉狀物料包裝機的設計
1.1實現功能及工作原理
在工業生產中,粉狀物料的稱量和包裝是常見的生產形式,稱量和包裝裝置也是自動化生產係統中最重要和最複雜的設備之一。人們不僅要求減少物料在包裝過程中對環境的汙染,也追求物料包裝的快速化和計量準確。粉狀物料是指粒度非常小的顆粒狀物料,由於其顆粒度非常小,極易受空氣流影響而產生飛揚,汙染室內空氣和室外大氣,所以,針對粉狀物料包裝存在包裝體積大和環境汙染嚴重等問題,在包裝環節有必要對現有包裝設備進行改進,盡可能地減少粉塵對空氣的汙染。
本文所設計的粉狀物料包裝機,采用了多功能的真空上料倉,整機包裝速度快,可以將市場上存在的定量包裝機和真空包裝機2種設備功能完美地結合起來。其最重要的技術突破體現在針對待包裝的粉狀物料,采用在灌裝前真空化處理的技術思路。在真空上料倉中采用抽真空技術,將粉狀物料的單位密度加大,使得粉狀物料體積縮小,運輸效率提高;粉狀物料在出料時不易飛揚,汙染大大減少;同時確保實現粉狀物料的準確稱重計量和快速灌裝。
1.2結構設計
粉狀物料包裝機的結構示意圖如圖1所示。其由機架、固定在機架上的真空上料倉、稱重裝置、盛料盤、真空元件、真空管路和驅動電動機及傳動部件(傳動部件為齒輪以及用於聯動所有齒輪的鏈條)等部分組成。
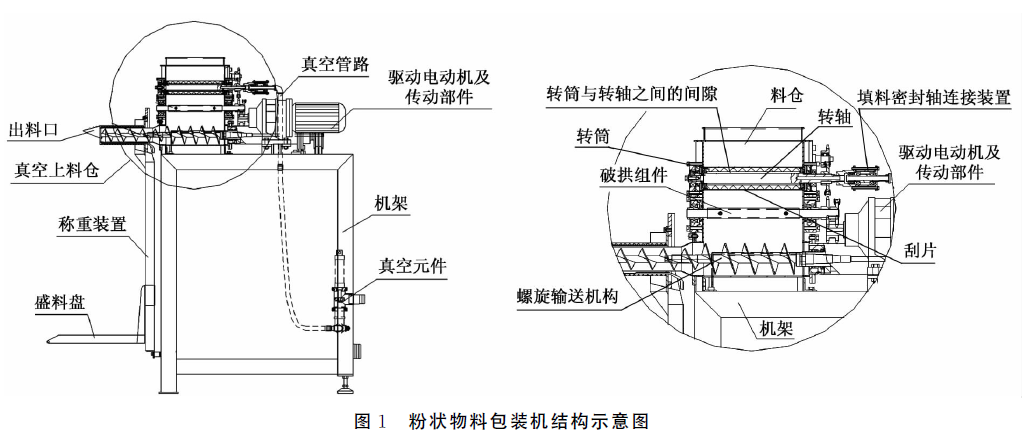
包裝機工作時,首先將待包裝粉狀物料送進真空上料倉,真空上料倉在工作狀態下為密閉狀;然後起動驅動電動機,驅動真空上料倉工作,在驅動電動機、真空元件、真空管路和真空上料倉的共同作用下,真空上料倉內的空氣會被抽出,當粉狀物料間隙中的空氣被完全排出後,由螺旋輸送機構[2-3]將其快速輸送至出料口;最後,粉狀物料下落至盛料盤上夾放的包裝袋中,稱重裝置定量稱重[4]後進行封口包裝。該粉狀物料包裝機設計功率為4kW,耗氣量為0.1m3/h,氣源為0.5~0.7MPa,最大包裝質量為50kg。
2真空上料倉的設計
2.1真空上料倉的功能要求和設計難點
根據粉狀物料包裝機的功能要求,真空上料倉需要設計實現兩部分功能:一是完成粉狀物料的抽真空處理;二是將處理完成的粉狀物料從出料口快速送入包裝袋。所以,真空上料倉的設計也就存在著三大難點:一是如何使真空上料倉內快速持續地達到需要的負壓[5],以實現粉狀物料的抽真空;二是在抽真空過程中部分粉狀物料勢必會結塊,影響正常包裝;如何將其及時打碎成粉狀;三是如何將處理完畢的粉狀物料快速均勻地從出料口送出,進行後續的定量稱重。
2.2真空上料倉的結構設計
針對真空上料倉需要完成的兩項功能及存在的三大設計難點,在真空上料倉的結構設計中,設計放置了三類裝置:1)在中部偏上處設置抽氣組件(包括轉筒、轉軸、刮片及填料密封軸連接裝置);2)在抽氣組件的下方設置破拱組件;3)在破拱組件下方(真空上料倉的底部)安裝螺旋輸送機構,螺旋輸送機構帶有螺杆,通過螺杆的轉動推進物料。
2.2.1抽氣組件
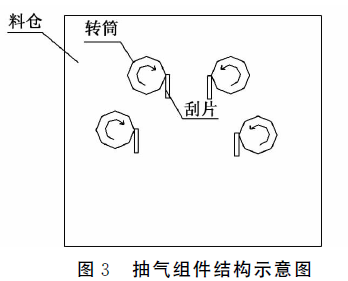
抽氣組件包含4根水平設置在料倉內的轉軸和套設在轉軸外的轉筒(見圖3),分為2層,其中,2根在上,向料倉中心處靠近;另外2根在下,向料倉側壁處靠近。轉筒采用陶瓷加工,其上有若幹抽氣孔[6]。轉筒的兩端與轉軸之間為固定連接,其餘部分與轉軸之間有2~3mm的間隙,該間隙與轉筒上的抽氣孔連通。轉軸的一端通過軸承連接在料倉內的側壁上;另一端貫穿料倉的另一側壁,延伸出料倉側壁後通過填料密封軸連接裝置與真空管路密封連接,填料密封軸連接裝置可隨轉軸繞真空管路轉動。轉軸貫穿料倉側壁的部分及延伸出側壁外的部分均為中空結構,在料倉內,該中空結構與間隙連通,在料倉外,該中空結構與真空管路連通,這樣,料倉內的空氣會依次通過轉筒上的抽氣孔、轉筒與轉軸之間的間隙、轉軸的中空結構、真空管路和真空元件被抽出。為了防止轉筒通氣孔的堵塞,在料倉內還固定有4根刮片,與轉筒的數量和位置相對應。該刮片的兩端固定在料倉內的兩側壁上,刮片的一側邊與轉筒的外周麵之間為接觸配合,在轉筒隨轉軸轉動的過程中,刮片固定不動,與轉筒接觸配合,刮去轉筒外周麵上的殘留物。
2.2.2破拱組件
破拱組件為外帶若幹徑向耙齒的轉動輥。該轉動輥位於抽氣組件下方料倉的中心處,為水平布置的3根,且轉動輥與轉筒相互平行。轉動輥的一端與轉軸一樣,通過軸承連接在料倉內的一側側壁上;另一端穿過料倉的另一側側壁。
2.2.3螺旋輸送機構
在料倉內底部設置螺旋輸送機構,螺旋輸送機構的螺杆延伸出料倉外,與延伸出料倉外部分相對的一端為物料出口,物料出口向外延伸凸出機架約20~30cm。在物料出口的下方設置帶盛料盤的稱重裝置,稱重裝置的主體固定在機架上,其盛料盤向外伸出位於物料出口的正下方。
2.3工作原理及工作過程
真空上料倉工作時,粉狀物料在料倉內由於重力作用下落,沿其下落方向依次經過抽氣組件、破拱組件和螺旋輸送機構。驅動電動機的輸出軸與破拱組件、抽氣組件及螺旋輸送機構的螺杆之間通過若幹齒輪傳動,以保證抽氣組件、破拱組件和螺旋輸送機構同步運行。抽氣組件對料倉內進行抽真空,粉狀物料在抽氣組件抽真空的過程中會有結塊,該結塊的塊狀物料下落至破拱組件,破拱組件將其打碎後下落至螺旋輸送機構,螺旋輸送機構將其輸送至物料出口,然後下落至盛料盤上夾放的包裝袋中。螺旋輸送機構采用智能變頻控製的多速度加料方式,自動對物料進行快、中、慢速加料[7],以此實現快速灌裝。
3結語
該粉狀物料包裝機是機電一體化的高新技術產品,采用了多功能真空上料倉、變頻控製多速度加料方式等新技術和新工藝,可以有效地減少空氣汙染和提高生產效率,特別適用於生產線上的定值自動包裝工序。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器