谘詢電話
ENGLISH0755-88840386水泥生產線定量包裝的電氣控製係統設計
發布時間:2021-08-06 14:43:12 |來源:網絡轉載
水泥包裝是水泥生產、銷售的重要環節,也是水泥生產的最後一道環節.一條完整的水泥包裝生產線一般是由上料係統、料位控製係統、定量包裝係統、控袋係統及輸送係統組成的,定量包裝部分是生產線上最重要的部分[1].目前中國中小型水泥廠生產的包裝生產線中,采用的仍是老式的機械杠杆式包裝機,這種包裝機體積大,結構複雜,粉塵大,而且計量的精確度比較低,水泥包裝袋重不容易控製和調整,操作工人在操作過程中的勞動強度很大,先進的儀器價格較高,無形中會增加產品的生產成本.所以,研製出經濟實用的定量包裝控製係統是非常有用的.考慮到水泥包裝環境惡劣,為了提高袋重的合格率,提高生產效率,結合單片機具有體積小,功耗低,運算速度快,抗幹擾能力強等特點,可以在包裝機械中使用單片機,使包裝技術與單片機技術相結合,實現機電一體化控製,從而提高包裝機械的自動化程度、運行可靠性和穩定性[2],利用軟件對包裝機進行自動校零、動態調整等全自動控製,使水泥的包裝生產過程實現自動化.
1係統總體設計
1.1係統功能分析
結合水泥生產線的特點,所設計的控製係統主要具有以下功能:(1)可以為生產過程的機電裝置提供必要的保護措施,能夠自動識別傳感器信號開路或短路故障;(2)具有自動調零功能,實時檢測裝袋的重量,經過數據處理後送3位LED數碼管顯示.當袋重的誤差在設定的範圍內波動時,可以直接由主機發一控製命令,繼電器動作關閉閥門,同時計數器加1,表明裝了1袋.當連續5袋或以上均超過或低於標準值時,則由主機實施動態調整,即提前或滯後關閉閥門;(3)有死機和應急處理措施,當變送器在工作過程中,超過一定時間沒有將信號傳入主機,主機則發出報警信號,等待人工處理;(4)一個包裝單元(可以是箱、袋)應能在1~50kg計量的範圍內隨意設定,當袋重不在設定值範圍內,超過誤差許可的範圍時,經過5次調整均無效時,由主機發出報警信號並停止袋裝,等待人工處理.
1.2係統原理
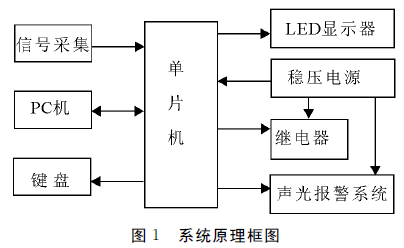
該定量包裝電氣控製係統主要由PC機、單片機、重量變送器、按鍵電路、LED顯示器、聲光報警係統、穩壓電源等部分組成,整個控製係統的組成框圖如圖1所示.信號采集應用重量變送器,用來將水泥袋重轉換成工業標準信號(如4~20mA,0~5V),來自變送器的電信號接入單片機芯片的I/O接口,通過A/D轉換將模擬信號轉換成數字信號,通過提高A/D轉換的時鍾頻率並調整有關外部元件數量,從而保證係統稱量精度.主機完成數據的輸入計算、比較並輸出相應的顯示、報警、控製等信號.
2係統硬件設計
核心控製電路采用美國Atmel公司的Atmage8單片機,作為一款高性能、低功耗的8位AVR微處理器,具有其他單片機許多功能如自帶FLASH程序存儲器、看門狗、EEPROM、同/異步串行口、TWI、SPI、A/D模數轉換器、定時器/計數器等和多種功能增強可靠性的複位係統,具有降低功耗抗幹擾的休眠模式、品種多門類全的中斷係統、輸入捕獲和比較匹配輸出等多樣化功能的定時器/計數器、具替換功能的I/O端口等[3].電路如圖2~5所示,在水泥生產的過程中通過重量變送器DBZ-2進行信號的采集,將水泥包的重量轉變為標準模擬量,通過負載,把模擬量輸入到ADC0口,片內的A/D轉換器將模擬量轉換為數字量,由主機進行比較處理後,送到3位LED顯示器進行顯示.當1袋水泥的重量符合誤差範圍內要求則對其進行包裝,包裝好後,同時片內的8位計數器加1,然後同時由主機發出命令,通過PC3口控製電磁鐵關閉閥門.在水泥生產中,當連續5袋或以上均超過或低於標準值時,則由主機實施動態調整,即提前或滯後關閉閥門.當袋重不在設定值範圍內,超過誤差許可的範圍時,經過5次調整均無效時,由主機發出報警信號,通過PC2口控製報警電路.當機電裝置發生故障時,通過PC2口發出報警信號.端口PB(0~7)控製8段數碼管,3個按鍵分別接PD5、PD6、PD7口.
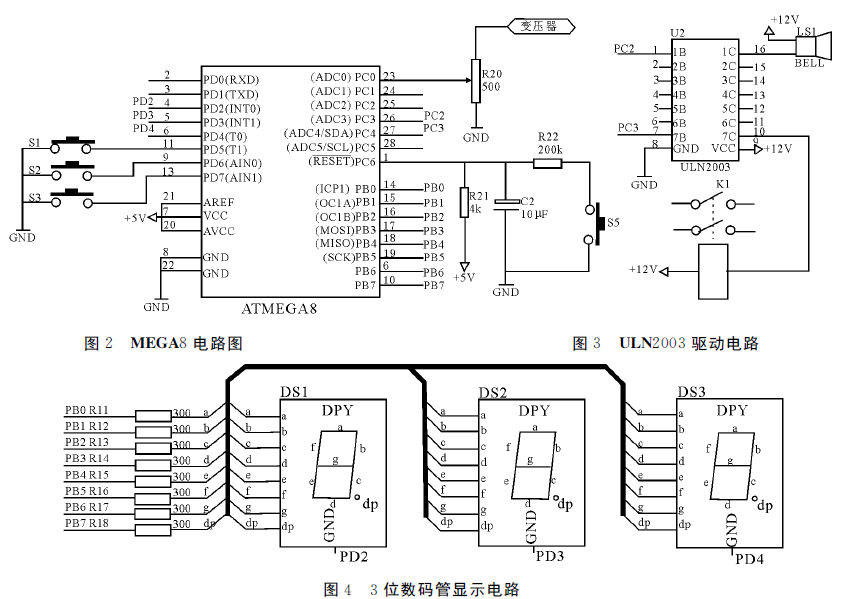
3個按鍵控製包裝量,占用比較少量的I/O口.采用非矩陣式鍵盤,這種簡連接方式使得程序對按鍵的識別變得非常容易,將每個按鍵的一端接地,另一端分別接到PD5、PD6、PD7,采取查詢的方式來實現按鍵的識別,這時CPU隻要一有空閑就調用鍵盤掃描程序,查詢鍵盤,識別鍵值,並予以處理.
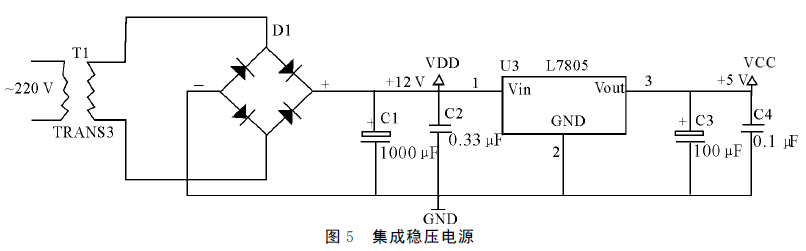
顯示器電路采用3位8段LED動態顯示.其中段碼線占用了1個8位I/O口,即PB0~PB7,而位選線占用1個3位I/O口(PD2、PD3、PD4).各位LED能夠同時顯示出與本位相應的顯示字符,必須采用動態顯示方式,即在某一時刻,隻讓某一位的位選線處於選通狀態,而其他各位的位選線處於關閉狀態.同時,段碼線上輸出相應位要顯示字符的段碼.這樣在同一時刻,3位LED中隻有選通的那1位顯示出字符,而其他兩位則是熄滅的.同樣,在下一時刻,隻讓下一位的位選線處於選通狀態,而其他各位的位選線處於關閉狀態,在段碼線上輸出將要顯示字符的段碼,則同一時刻,隻有選通位顯示出相應的字符,而其他位則是熄滅的,如此循環下去.
當有故障發生,則發出報警信號,主機由PC2口通過2003驅動芯片對12V的有源蜂鳴器進行驅動,聲音報警提示.主機由PC3口通過2003驅動芯片對繼電器進行控製,從而實現控製閥門的閉合,完成水泥包裝的要求.
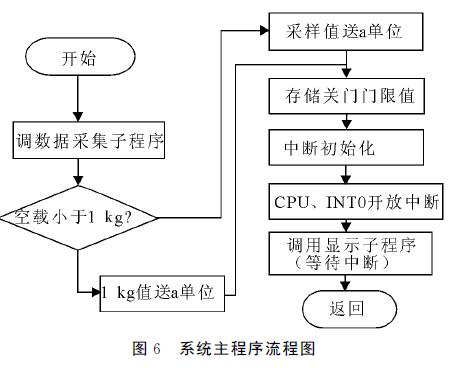
Atmega8單片機的電壓源要求是+5V的固定電壓,選擇78係列的集成穩壓器7805.穩壓電源電路如圖5所示,電源部分分兩路,一路直接提供12V的直流電源,主要是提供給繼電器和蜂鳴器及2003驅動芯片使用的,另一路通過三端穩壓芯片7805穩壓成5V直流電源提供給Atmage8單片機使用.
單片機應用係統中,數據通信主要采用的是異步串行通信方式.在設計通信接口時必須根據需要選擇標準接口,並考慮電平轉換、傳輸介質等問題.現在已經頒布了很多種串行通信標準總線.如RS-232、RS-422、RS-485等.PC機和大多數儀器儀表及數字化設備中均采用的是RS-232串行通信標準總線接口.
3係統軟件設計
控製係統硬件部分以單片機為核心,元件不僅要完成袋重的實時檢測、顯示、電磁鐵的關門動作以及計數器的記數等功能,還要完成係統的自動調零、動態調整、人為裝卸幹擾以及發出報警信號等.為了便於調試和修改,係統軟件采用C語言進行編程,分為主程序和幾個子程序模塊,這幾個模塊分別為:數據采集子程序、外部中斷子程序、完成超欠量的動態子程序、顯示子程序.係統主程序如圖6所示.當空載放大器輸入值小於1kg時,將此時的采樣值存入a單元,否則將1kg所對應的采樣值存入a單元作為係統自動調零初值.關閉門限初值設為50kg,存放在b單元中,以便與每袋的實測值進行比較,從而確定超欠量調整是否進行.中斷初始化後,反複調用顯示子程序,實時顯示袋重測量值.當A/D轉換器轉換1次,就向單片機發出1次中斷.在中斷服務程序中完成數據采集、運算處理、碼製轉換以及比較判斷、動態調整等.
4結語
定量包裝機械總的趨勢是提高自動化、生產率、靈活性、技術含量和先進程度.該控製係統設計通過應用AVR單片機Atmage8實現水泥生產中的定量包裝和水泥包計數,對出現故障進行報警,及控製電磁鐵對閥門動作等功能,實現水泥生產線上定量包裝和計數主要的功能,這些功能保證了在水泥包裝生產中水
泥包重量的準確性以及計數的精確性,另外還為生產過程的機電裝置提供必要的保護措施,能夠自動識別傳感器信號開路或短路故障.在產品開發當中,資金投入相對較少,成本不會很高,並且適合應用於其他各種物料的定量包裝生產,比如水泥、尿素、飼料、食鹽的定量包裝,在市場上具有良好的實用價值,市場很廣闊.
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:配合飼料全自動包裝和堆碼線的方案設計
- 下一篇:自動包裝生產線故障分析及診斷
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器